
客户介绍

该客户是专业制造波纹管成型机的公司,自投放市场以来一直在工艺上、技术上占据领先地位,本次联合施耐德电气公司及施耐德电气专家型分销商共同开发S型波纹管成型机电气控制。
关键词:
M258、ATV312、HMI
工艺简介
分为:主机控制、油泵控制、工作台移动控制
主机控制为:变频调速,与冷风机联动
油泵控制为:手自动两种,主要给予机械的润滑
移动控制为:与挤出机联动、分为手自动,上升下降回位
控制系统要求
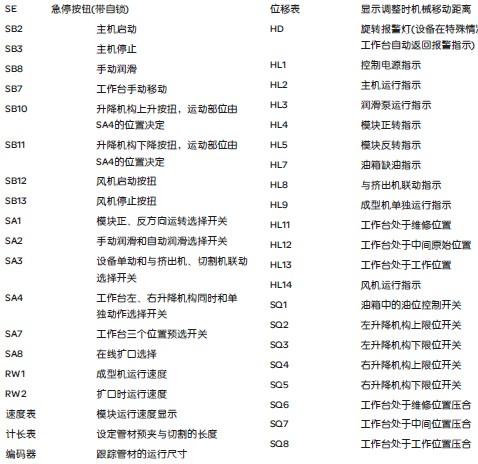
各个控制点的名称和功能
[DividePage:NextPage]
施耐德电气方案
在末送电前,首先将检查电气柜中所有的保护开关是否推上,然后合上电源开关QF,操纵台上0-450V电压表有电压指示,说明电源有电,信号灯HL1亮表示控制回路有电。
注意:在闭合电源开关之前务必请先检查电器柜是否干燥,电气元件有无损伤,电线电缆是否有破损等情况,如有请及时更换。以防止操作人员发生触电事故。
1. 主机启动
按下主机启动按钮SB2前,必须检查模块转向选择是否在正转位置,然后按SB2,KM1和KM7接触器吸合,冷风机与变频交流调速器有电(必须检查电机冷却风机运行方向),4秒钟后,变频交流调速器允许运行,HL4指示灯亮。这时按SB4或SB5调节模块运行速度。具体参考一下速度表显示。
模块要停止运转,必须通过SB5按扭将变频器调到零速调速,至模块停止,然后按主机停止按钮,冷风机停止。在正常情况下,模块在运行中绝对不允许按主机停止按钮。
注意:本设备选用的是,变频交流调速器,具有可逆功能,如果需要反转时,将予选开关拨到反转,然后再按调速按扭。予选开关正反转的选择必须在模块停止运转的前提下方可选择,模块在运转中,绝对不允许拨动正反予选开关。否则可能对设备有可能造成损伤。
2. 油泵启动
油泵运行直接负责整台设备的各部分润滑,它分手动和自动两种控制方式。将SA2拨向手动,这时可以按SB8手动润滑,润滑时间长短,决定手按下按钮的长短,设备刚运行时,最好先采取这种方法。将SA2拨向自动,这时要调KT3润滑时间继电器和KT2间隔时间继电器,KT3控制每次润滑多长时间,KT2控制这次润滑到下次润滑要隔多长时间,具体要根据实际情况设定。
例如:KT3选10秒,KT2设定30分钟,那就是油泵上油运转10秒钟就停止,待过了30分钟,油泵又启动运转10秒再停30分钟,周而复始。
当油箱中缺油时SQ1闭合,无油指示灯HL7亮,这时必须往油箱里加油,让HL7灯灭为止,如果油加满了,HL7仍亮,请将油位控制开关SQ1拨动一下,让HL7灯灭为止,否则即使有油,油泵也不转。
注意:请客户根据实际情况调整适当润滑时间,以保证设备的正常运行,以及设备的使用的寿命。
3. 工作台左、右升降机构
具体参考第二项中SA4、SB10、SB11、SQ2、SQ3、SQ4、SQ5的作用即可。
操作请参考拖动部分第2条。
4. 工作台的移动
手动部分具体参考第二项中SB7、SA7、SQ6、SQ7、SQ8的作用即可。
自动部分包括:
1、与挤出机联动时,模块停转,工作台将自动返回到中间位置,同时切断挤出机停止吐料;
2、与挤出机联动时发生意外事故,非停机不可,此时可按急停按钮,模块停止运转,挤出机停止吐料,工作台将自动返回至中间位置。
(转载)

