
客户介绍
该客户在玻璃机械行业累积了多年的技术和经验,集开发、设计、生产、制造及销售于一体。客户针对整个LOW-E玻璃生产线相关的所有设备都有独立的机型,可以提供全套生产线设备。
关键词:
M238、LXM32M、全闭环
工艺简介
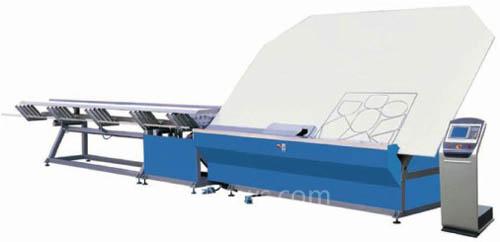
铝条折弯机归属于玻璃加工行业,主要用于真空玻璃外侧密封铝条的生产。
不同的客户对铝条的外型也有各种需求,三角形,任意四边形,任意五边形,每条边长度和角度都需要任意调整。
基于这些考虑,我们与客户合作开发出全自动闭环铝条折弯机,弥补了客户当前机型精度不足的缺点。
由于铝条的表面为光滑材质,非常容易产生打滑,从而导致最终送料长度精度不足。为了改善此问题,常见有以下几种方案:
(1) 纯开环控制,通过参数进行补偿
(2) 仿真闭环控制,编码器接入到PLC进行长度补偿
(3) 真正全闭环控制,编码器接入到伺服自动进行全闭环控制
对以上三种方案,各有优缺点:
方案一:成本最低,但实际送料精度受环境影响和机械装配影响较大,甚至温度的变化都会改变送料精度。
方案二:送料流程不流畅,必须进行二次送料进行长度补偿。而且接料的精度受到PLC扫描周期的影响。
方案三:成本最高,但是精度容易得到保证,受环境影响小。通过CANopen总线的位置捕捉功能可以实现非常高的接料精度。
经过沟通和确认,客户最终决定采用施耐德电气全闭环控制解决方案。
[DividePage:NextPage]
施耐德电气方案

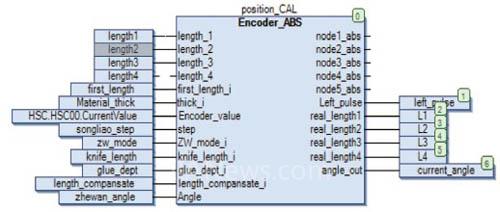
整套方案采用施耐德电气M238小型PLC。通过PLC的高速脉冲输出口进行控制。送料伺服由于需要全闭环的功能,所以采用LXM32M伺服外加第二编码器卡来实现。控制方式为CANopen总线控制。之所以采用总线控制是因为LXM32M驱动器内置高速位置捕捉功能,可以精确捕捉微米级的位置信号。PLC同HMI的通信采用传统的Modbus RTU协议,通信稳定,编程简单。
整个机器动作,铝条是送料→折弯→继续送料,钢条是送料→打孔→送料→折弯。
如果折的框不是矩形,是异型的话,我们还必须考虑折弯臂的操作。折弯壁由于机械的限制在普通状态下只能折120度,如果需要折160度的角就必须进行工位切换操作。
折弯90度→收回折弯壁转换工位→折余下角度→折弯返回。
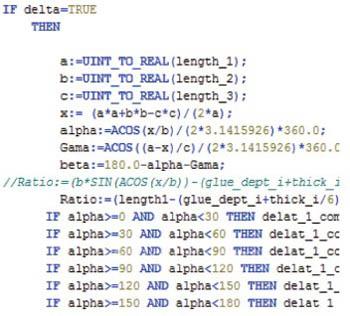
整个系统复杂点在于异型的计算。对于三角形:给三边长度用余弦定理算出三个角度。对于任意四边形:给四边长度和一个角,将此形状分成两个三角形分别进行余弦定理。其他多边形算法与上面的类似。
总结
(1)SoMachine软件平台由于符合IEC61131-3标准,所以对各种编程语言的支持非常完善。该设备在异型加工件折弯角度及送料长度的计算运用了很多复杂的数学函数,只有支持标准的结构化文本才可以清晰的编写出复杂的计算公式。
(2)SoMachine开放的编程语言环境使客户可以随意根据机器的实际情况制作属于每一台机器的功能块。实现整机设备的快速开发。
(转载)

