
客户介绍

该客户长期与大型轮胎厂,胶板厂,电缆厂,再生胶厂,橡胶制品厂合作,形成了系列化产品结构,能承揽各种橡胶厂的全套设备的设计与制造,在炼胶设备、挤出设备、裁断设备、成型设备、冷却设备、硫化设备方面据有丰富的经验,本项目与我公司共同开发,而且为SoMachine平台下的首个项目。
关键词:
M218、M258、ATV312、ATV71、同步调速
工艺简介
塑胶生产线
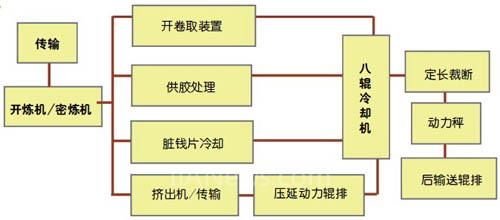
主工艺为:全线由输送带—密炼机 –开炼机—600胶片冷却线—10工位导开卷取装置---供胶前输送带---挤出机供胶带---挤出机----挤出压延输送带---压延机---压延动力辊排—八辊冷却机—定长裁断装置—裁断后输送带—动力秤—后输送辊排。
施耐德电气方案
输送带(2台ATV312变频器)
密炼机(M218 PLC,带以太网及Modbus通讯)
开炼机(M218 PLC,带以太网及Modbus通讯)
600胶片冷却线(M258 PLC,带以太网,CANopen,Modbus通信,6台ATV312,采用CANopen通信,XBT GT2110触摸屏)
(M258 PLC,带以太网,CANopen,Modbus通信,10台ATV312,压延机主机为ATV71,走CANopen通信,挤出机为直流调速器,为模拟量控制,XBT GT2110触摸屏)。

程序设计概要
生产线分成若干个部分:其中前期的传输、密炼机、开炼机为一组;600胶片冷却线为一组;挤出压延为一组;定长裁切为一组。分别分布在两个触屏上,系统运行过程中会监控各个部分是否按着预定执行,并且通过以太网与各个PLC通讯监控状况,问题出现同时产生报警,而且会改变其他的站的控制逻辑。
原理说明
输送带—密炼机 –开炼机—600胶片冷却线—10工位导开卷取装置---供胶前输送带---挤出机供胶带---挤出机----挤出压延输送带---压延机---压延动力辊排—八辊冷却机—定长裁断装置—裁断后输送带—动力称—后输送辊排。
天然胶等胶料(工艺配方)经过输送带送到密炼机内,进行混炼,一段时间或者达到温度后,卸料,经过提升机送到开炼机内,进行胶料压片处理,压出片后送到600胶片冷却内,由风机冷却,冷却后进行切片,纵切成10条后加衬布卷取成卷。
成卷后拿到储存处储存一定时间,工艺醒料时间。然后由10工位导开装置将卷导开,经供胶带前输送带,然后由挤出机供胶带送进挤出机,由挤出机挤出后经过挤出压延输送带进入压延机,经压延机压片后,通过动力辊排输送带冷却机内进行胶片冷却,冷却后定长裁断,由伺服定长,然后裁断成一块一块的胶片,经过裁断后输送带进入动力称,检查重量是否符合标准,最后送到后输送辊排,人工取走。
全线采用施耐德电气的系统,采用Modbus TCP以太网协议连接各个单独机器,然后将数据状态送到上位机进行监控,上位机软件为组态王。
采用Modbus进行触摸屏与PLC的通讯,来设置相应的参数。
采用CANopen来进行变频器与PLC的通讯,所有变频均采用通讯控制。
采用模拟量控制直流调速器。
其中定长伺服采用的是ASCII码通讯,用485的连接方式。
主要是变频与变频之间的速度同步控制,采用通讯控制更方便。
(转载)

