
客户介绍

龙门上下料系统主要应用于板式家具自动化生产线中,常见生产线有双端封、双端铣、双端锯、排钻等,将待加工板材按生产需求在生产线上摆放、排列、间隔、输送和上下料,在上下料部分类似堆码垛。
使用龙门上下料系统在生产线中极大提高了生产效率,产品质量,降低了工人的工作强度,减少了操作人员数量。
关键词:
M238、 XBTOT、 ATV303、IOScanner、自动定位
工艺简介
下面以双端封排钻生产线举例介绍,二工位或三工位龙门式上料系统的吸头吸规格板材到辊道上,在辊道上通过皮带把多块板材分开,均匀间隔在输送辊台上向前输送,经过双端封边机封边,排钻钻孔,再经过90度转向机转向后对另外两个边封边.钻孔,最后通过二工位或三工位龙门式下料系统的辊台将板材重新排列(最大8行2列),用吸头将排好的板材从辊台上吸下堆垛到地辊上,完成上下料加工过程.
龙门上料: 龙门上料包括吸头.辊台.地辊.皮带等几部分;

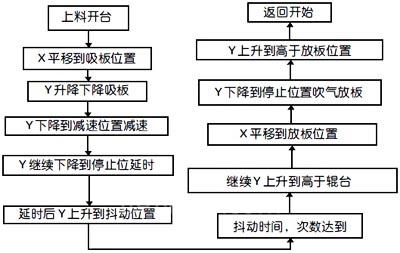
上料过程步骤(下料系统过程类似)
控制系统要求:
DI: 42点
其中:吸头15点,地辊12点,辊台4点,皮带2点,其它11点。
DO: 24;
其中:吸头9点,地辊4点,辊台6点,皮带2点,其它3点。
AO两点控制平移.升降的位置和速度。
IOScanner通讯控制皮带.辊台.地辊,在触摸屏上设定速度。
施耐德电气解决方案

M238 CPU接受两路AB相编码器输入,检测X.Y的位置,模拟输出模块输出两路模拟量根据编码器X.Y的位置反馈实时调整速度,确保吸头在高速运动时平滑和精确定位,皮带.辊台等变频通过M238内置的IOScaner功能映射变频器的速度给定,直接调用映射地址无需编程,简化了通讯控制过程;
人机界面OT5320实现整机操作,手/自动,故障管理,参数设定等。
程序设计
包括PLC程序块POU,变量结构,程序语言,定位地址分配,HMI画面结构等。
程序结构
程序块-按应用功能分为多个并行和嵌套的POU(程序组织单元),在任务中和主程序中分别调用,使程序容易阅读.查找和调试;
主要包括位置保护,速度插补,辊台和皮带排列板材,报警,动画等。
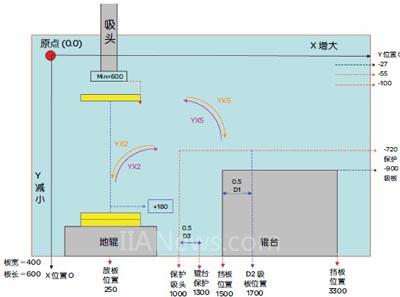
位置保护和速度插补动作参考下图(两工位吸头运行位置图)
变量结构-全局变量(包括输入I.输出Q.触摸屏通讯的变量和其它,分别建立独立I.Q.H和Other的GVL全局变量中)
局部变量(放在实现独立功能的POU里,方便类似功能的复制.更改)
程序语言-主程序和逻辑动作部分采用LD(梯形图),自动定位.速度插补等位置.速度数据处理.HMI动画等采用ST(结构化文本语言),SoMachine的另外4种编程语言IL(指令表),SFC(顺序功能图),FBD(功能块图),CFC(连续功能图)没有使用。
定位地址分配-%MW0-19位地址用于按钮.指示灯.报警等, %mw20-599用于参数设定显示动画配方等。
HMI画面结构-包括操作监视.手动.参数设定.故障.配方.调试等界面。

(转载)

