
引言:
人机界面按照不同使用可分为以下几类:人工工位、自动工位和机运系统。对于不同应用的人机界面编制相应的标准程序,包括变量的定义、系统组态和程序命名等。
在焊装设备的规划和设计过程中,一个好的控制方案,对于整个项目的成本、进度、实施及调试等都有着举足轻重的作用。那么作为现代化焊装设备的组成部分,控制系统的设计要求和规范显得尤为重要。
面对激烈的市场竞争,不断推出新车型已经成为目前汽车厂的重要工作,在这些新车型的背后,需要一条条新的生产线来生产这些汽车,尤其是焊装车间。作为焊装设备重要的一部分,控制系统的合理性在这个时候就显得尤为重要。
对于目前的市场需求,什么样的控制系统才能适应这样的变化呢?以下几点是控制系统规划和设计时候必须要考虑的,要能满足新设备的快速导入、要能够缩短停产改造周期和程序系统模块化,新设备的导入不改变原系统。要满足以上条件,在控制系统的规划和设计时需要注意以下问题。
硬件系统
1. 控制系统选型
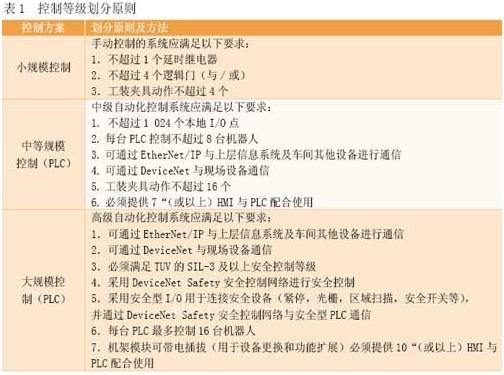
控制系统的选型直接影响到整个项目的投资,合理的选型成为一个控制系统首要考虑的因素,选型时我们需要考虑控制等级划分原则,具体见表1。
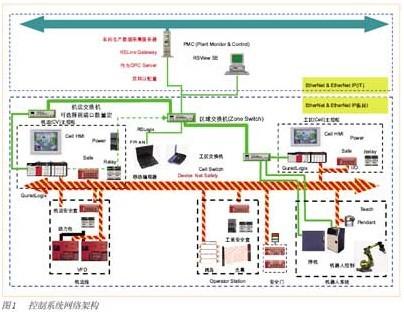
2. 网络架构采用ethernet+devicenet safety(见图1)
(1)plc与plc间的通信采用ethernet方式;
(2)plc与机器人间的通信采用ethernet方式;
(3)plc与hmi间的通信采用ethernet方式;
(4)plc与变频器间的通信采用devicenet方式;
(5)机器人与焊机间的通信采用devicenet方式。
3. 机运系统采用分布式变频器线旁安装方式
(1)分布式变频器的使用省去了变频柜;
(2)节约了现场安装调试时间;
(3)方便后期扩展;
(4)机运系统实现了菜单式的设计安装。
在定义了控制系统的整体构架后,对于配管配线,箱体的制作也要按照统一的标准来实施,比如主控柜的大小、柜内布局、颜色、接线规范和线号命名等一系列工作。表2为面板配置内容及颜色。
软件系统
1. 图纸的标准化
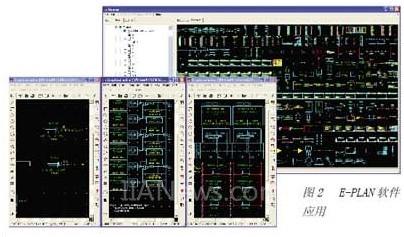
图纸采用目前主流的电气画图软件—e-plan绘制(见图2),主要有以下优点:
(1)电气文档规范化程度高,内部技术交流容易;
(2)图纸在设计阶段质量提高,减少调试时间;
(3)文档检索容易,方便现场维护,缩短停产时间;
(4)设备改造时能及时进行图纸更新,保持文档的连续性。
2. plc程序的标准化
焊装设备虽说种类繁多,比较复杂,但对其进行分类整合,可以分为以下几类:手动工位、自动工位和机运系统。
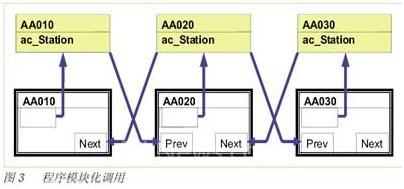
对于不同的分类,制定相应的模板程序(见图3)。例如自动工位:把一条自动线的一个工位看做一个标准工位对其程序进行标准化设计,那么其他工位以及后续新设备的导入相当于增加了n个标准工位一样,整个程序的结构显得简洁明了,而且便于日常维护管理。
3. 机器人程序的标准化
机器人是焊装线使用较多的设备之一,机器人程序的标准化也是非常重要。根据机器人适用场合的不同,大致可分为以下几类:焊接类、涂胶类、搬运类和视觉系统。
对于不同应用的机器人编制相应的标准程序,包括变量的定义,系统组态及程序命名等。
4. 人机界面的程序的标准化
人机界面按照不同使用可分为以下几类:人工工位、自动工位和机运系统。对于不同应用的人机界面编制相应的标准程序,包括变量的定义、系统组态和程序命名等。
结语
以上介绍了焊装线的控制系统的标准化的重要性,随着科技的不断发展,控制系统标准化地工作也在不断完善优化,以适应万变的市场需求。(上海汽车集团股份有限公司 工艺与装备 09年21+22 )
(转载)

