
一、前言
甲醇不仅是重要的化工原料,也是洁净燃料。发展大型煤制甲醇,并加工为烯烃和替代燃料,以煤代替石油,是国家能源安全的需要,也是化学工业高速发展的需要。随着煤气化技术、甲醇合成技术和设备、机械加工技术的进步,甲醇的装置平均生产规模已达2000~3000t/d,最大已达7000t/d。
生产甲醇的原料有煤、焦炭、天然气、石油液体烃(石脑油、减压渣油)及含有H2/CO或CO-CO2的工业尾气等。不同原料、不同规模、不同投入下的甲醇生产可以有不同的技术选择。由于我国“富煤贫油少气”,因此,煤制甲醇取代天然气制甲醇成为甲醇生产的主要方式。
二、工艺流程简介
煤制甲醇生产工序主要分为原料气制备、变换和脱碳、气体净化、气体压缩、甲醇合成、粗甲醇精馏以及涉及安全环境保护(如废催化剂回收、水处理)等工序。原料气制备方法主要有煤气化法(德士古TEXACO水煤浆气化、谢尔SHELL干粉煤气化、GSP干粉煤气化、鲁奇碎煤气化和UGI常压气化)、天然气转化法、焦炉煤气法;原料气处理、精制、压缩工艺的生产则同传统的合成氨生产工艺类似;甲醇合成工艺则有:ICI低压甲醇合成工艺、Lurgi低压甲醇合成工艺、TEC的新型反应器以及正趋向成熟的液相法甲醇合成工艺。
由煤经煤气化制取合成气,再由合成气在铜基催化剂条件下合成甲醇的典型流程见图1。
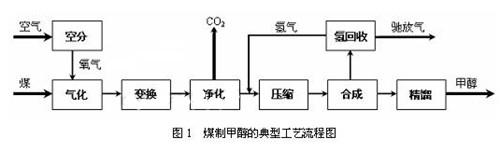
煤与来自空分的氧气在气化炉内制得高CO含量的粗煤气,经高温变换将CO变换为H2来实现甲醇合成时所需的氢碳比,再经净化工序将多余的CO2和硫化物脱除后得到甲醇合成气。由于煤制甲醇碳多氢少,必需从合成弛放气中回收氢来降低煤耗和能耗。回收的氢气与净化后的气体形成甲醇所需的合成气,即(H2-CO2)/(CO+CO2)=2.00~2.05,经过压缩、合成等工序制得含水粗甲醇,经过精馏工序精制得到产品甲醇。上述八个工序中的气化和合成是二个决定性的工艺;而空分、变换、净化、压缩、氢回收、精馏均为常见工艺,与相关行业(如冶金、合成氨工业)的工艺基本一致。
三、控制方案
3.1 针对Texaco气化炉的控制方案
德士古气化炉控制主要包括常规控制、顺序控制和安全仪表系统,安全仪表系统是其控制难点与重点。
德士古气化炉常规控制以简单调节为主,有一些测量具有一定的特点。如气化炉温度测量,冷激室液位测量等涉及安全,控制主要为保证安全,具有一定的特殊性,炉内测温电偶多重、液位测量常配备三台液位计,控制时可以选用不同的测量值作为SP值。
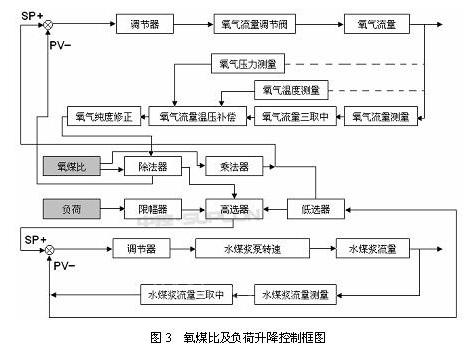
氧煤比及负荷升降调节是控制中较为复杂的一个回路,流程图如图2所示,控制框图如图3所示。
3.2 针对SHELL气化炉的控制方案
氧煤比控制系统
粉煤流量的中值选择——粉煤流量的控制采用煤粉调节阀或改变发料罐压力进行控制,对粉煤流量设计了中值选择回路,将粉煤流量三选二后取中值进行PID调节控制发料罐的压力或煤粉调节阀的开度。
氧气流量的补偿和纯度校正——入炉氧气流量是影响气化炉温度的关键因素,氧气流量的准确性尤为重要,设置了氧气流量的温度,压力补偿,补偿计算得到的补偿流量与氧气纯度进行校正,最终得到氧气流量来进行控制。
氧煤比控制——氧煤比控制采用标准比例功能和内部仪表的比例计算保证氧煤比的稳定,氧煤比给出值经过乘法器计算氧气流量OSP,作为氧气回路的远程给定,取倒数后经乘法器计算出粉煤流量,作为煤粉单参数回路的远程给定,从而实现交互控制。煤粉流量发生变化,通过氧煤比自动控制,通过实测的煤粉流量计算氧气流量,通过PID调节输出值控制氧气自调阀动作。
氧气流量发生变化,通过氧煤比自动控制,计算对应煤粉量,通过PID调节后的输出值控制煤粉调节阀,使粉煤流量按氧煤比变化。
气化炉负荷控制
气化炉负荷控制由给出,为了防止气化炉负荷过大,设置了速度限制器,将负荷的每分钟变化限制在一定的范围内。为防止氧气过量设置高低选择器,在粉煤回路上设置高选器,将测量出的煤粉量与负荷给定的煤粉量进行比较,取高者作为煤粉回路的远程给定的最终值,在氧气回路上设置了低选器,将测量出的煤粉量与负荷给定的煤粉量进行比较,将其低者作为氧气回路的给定值。
3.3 甲醇合成工序控制方案
甲醇合成部分控制以简单控制为主,包括驰放气一次减压后压力、驰放气二次减压后压力、出工段副产中压蒸汽压、闪蒸槽液位调节、甲醇分离器液位、洗醇塔液位调节、洗醇塔底驰放气手动、进工段合成手动遥控、出工段循环气手动遥控、粗甲醇缓冲槽液位调节、废热锅炉出口转化气温度、锅炉给水预热器出口水、汽包操作压力、升温气体压力等。
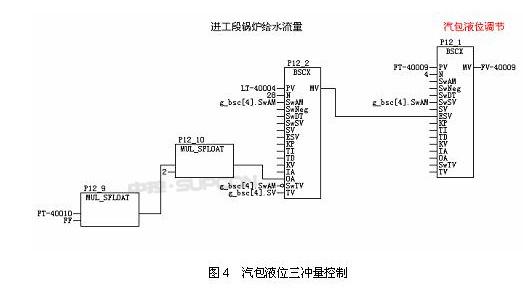
复杂回路控制主要有锅炉液位三冲量控制。内环调节的是进锅炉工段给水流量,外环调节的是汽包液位,前馈是出工段副产中压蒸汽流量,如图4所示。
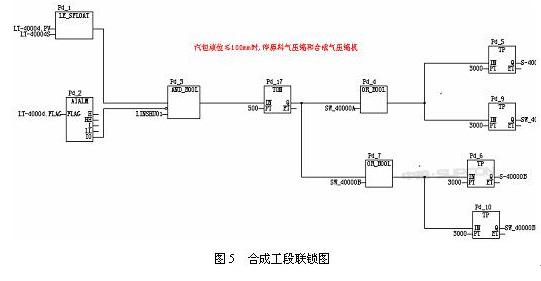
合成工段涉及的安全联锁是在汽包液位低低(小于规定值)时,联锁动作,停原料气压缩机和合成气压缩机,如图5所示。
四、典型业绩
中控在甲醇行业部分典型业绩如表所示:
|
(转载)

