
摘要
本文介绍了PROFIBUS总线在大直缝铣边机中与变频器、ET200S、编码器、位移传感器等设备的通讯应用及应注意的问题。
前言
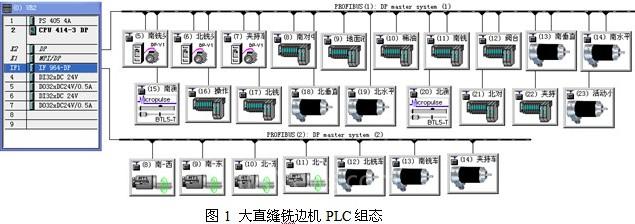
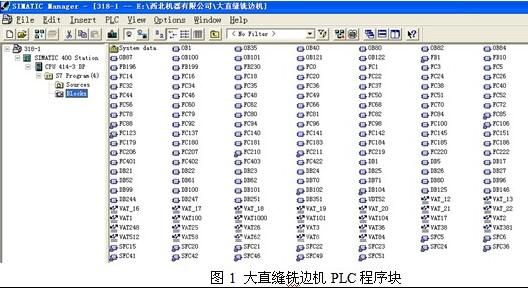
由我公司生产研制的大直缝铣边机是石油天然气管道制造行业中大口径直缝焊管生产线(JCOE)上的关键设备之一,该设备是国内自主研发的第一台。电气控制系统采用西门子两条PROFIBUS总线通讯,由28个主从通讯站组成,实现全局数字量实时监控通讯。在系统配置中选用西门子CPU414-3DP作为主站,ET200S远程I/O、70变频器、TR编码器、MTS位移传感器、比例伺服阀、巴鲁夫微脉冲位移传感器作为从站(详见图1大直缝铣边机PLC组态),西门子触摸屏MP377设定与显示。系统中所有速度量、位移量及安全保护、故障点都要在屏上实时监控与报警。由于通讯口多,距离远,程序模块多(详见图2大直缝铣边机PLC程序块),自动化程度要求高,控制难度很大。
变频器的PROFIBUS-DP通讯
1 通讯方式设定为PPO 4,这种方式为0 PKW/6 PZD,输入输出都为6个PZD,在P60=7设置下,设置P53=3,允许CBP2(PROFIBUS)操作, P918.1设置变频器的PROFIBUS地址。
2 设置第一与第二个输入的PZD为PLC给变频器的控制字, 设置第一与第二个输出的PZD为变频器给PLC的状态字,设置第三个为变频器反馈给PLC 的实际输出频率的百分比值,第四个为变频器反馈给PLC的实际输出电流的百分比值。
3 PLC给变频器的第一个PZD存储在变频器里的K3001字里,这里设置为P554=3100,P571=3101,P572=3102时,K3001的位3100就控制变频器的启动与停止,3101就控制正转,3102就控制反转。
4 PLC给变频器的第二个PZD存储在变频器里的K3002字里,若P443=K3002,那么整个字K3002就是PLC给变频器的主给定控制字, PLC发送过来的第二个字的大小为0到16384(对应变频器输出的0到100%),当为 8192时,变频器输出频率为25Hz。
5 程序:(建立DB17,调用SFC14,SFC15,变频器的地址为512既W#16#200)
[DividePage:NextPage]
1 读出数据
CALL "DPRD_DAT"
LADDR :=W#16#200
RET_VAL:=MW200
RECORD :=P#0.0 BYTE 12 (读取12个BYTE)
NOP 0
2 发送数据
CALL "DPWR_DAT"
LADDR :=W#16#200
RECORD :=P#12.0 BYTE 12 (写入12个BYTE)
RET_VAL:=MW210
NOP 0
3 L "DB17".DBW0
T "MW20"
NOP 0
4 L "DB17".DBW2
T "MW22"
NOP 0
则: 13.0 控制启动与停止;
13.1 控制正转;
13.2 控制反转;
M21.1 变频器READY;
M21.3 变频器FAULT。
编码器的PROFIBUS-DP通讯
1 读取编码器值。
L P##Peripherieaddr
TAK
LAR1
L PID [AR1,P#0.0]
T #actual_C1_DI
2 数据修正,加上修正值(offset ,一般为负值)。
L #actual_C1_DI
L #offset
+D
T #actual_C2_DI
NOP 0
3 转换并换算成实际位置,数据类型转换,乘以转换系数得到实际位置。
A(
L #actual_C2_DI
DTR
T #actual_Pos_R
SET
SAVE
CLR
A BR
)
JNB _006
L #actual_Pos_R
L #multipliactor
*R
T #actual_position
_006: NOP 0
位移传感器的PROFIBUS-DP通讯
1 编码器数据采集1,PID257(L)/PID258(M),MB103(L)/MB102(M)。
A(
L PIB 257
T MB 103
SET
SAVE
CLR
A BR
)
JNB _001
L PIB 258
T MB 102
_001: NOP 0
[DividePage:NextPage]
2 编码器数据采集2,0 / PID259(H), MB100(HH)/ MB101(H)。
A(
L PIB 259
T MB 101
SET
SAVE
CLR
A BR
)
JNB _002
L 0
T MB 100
_002: NOP 0
3 读取状态位参数,将状态位发送到MB80中。
L PIB 256
T MB 80
NOP 0
4 修正结果,MD100为编码器采样数据,MD104为编码器零位修正值,MD108为修正后结果,参与控制;MD104在HMI(人机界面)上设置。
L MD 100
L MD 104
+R
T MD 108
NOP 0
ET200S作为远程I/O分站时,其PROFIBUS-DP通讯比较简单,只需在接口模块上设定PROFIBUS-DP地址即可,这里不再详述。
PROFIBUS-DP通讯应注意的问题
1 总线连接器和总线电缆的连接要可靠,屏蔽层一定要压正确牢固,零散线要成束,不能与总线连接器上的芯片接触。
2 所有主从站上的DC24V的GND要连通。
3 总线电缆尽可能远离动力电缆,以防止电磁干扰。
4 132KW电机与变频器的配线尽可能采用屏蔽电缆,屏蔽层压接在电气箱内,电机侧悬空。
5 PE线用尽可能粗的接地线与所有设备可靠连接。
6 电气箱内的接地铜排要与厂房内的接地铜排可靠相连。
结束语
由于在此控制系统中使用了多家非西门子的总线产品,虽然都支持PROFIBUS协议,但通讯软件内部还是有许多不同的地方,需要我们反复理解、消化、多次做实验,经过我们两年来的大量工作,目前该设备已调试完毕,交付用户使用,效果良好。
(转载)

