
产品:
声音与振动, PXI/CompactPCI, 软件
挑战:
采用很高的主轴转速、刀具进给速度以及不使用切削液,使得加工过程变得更加复杂和充满变数,刀具的磨损、崩刃、温度过高等危险性显著增加。因此出于加工的效率、精度、安全性和绿色制造方式考虑,研究一套性能稳定功能齐全的在线加工过程监控系统成为一个挑战。
解决方案:
通过虚拟仪器软件开发环境(LabVIEW)设计出具有信号实时采集和存储、采集参数设置、信号动态显示、信号基本特征的实时抽取等基本功能的各类虚拟仪器面板。对切削过程中各加工信号进行可视化采集和综合分析处理。
"虚拟仪器以计算机为统一的硬件平台,配以具有测试和控制功能硬件接口卡,通过系统管理软件的统一指挥调度来实现传统测控仪器的功能。与传统仪器相比,虚拟仪器在智能化程度、处理能力、性能价格比、可操作性等方面都具有明显的技术优势。"
介绍:
目前大型、整体航空结构件加工周期很长,如果加工过程中出现问题,导致零件报废,成本损失很大。另外出于安全性的考虑,相当一部分的高速机床主轴实 际转速偏低,切削用量欠优化,高速机床低速使用,一方面造成设备和机床功率的浪费,另一方面使高速主轴因长期承受重载荷而寿命降低。但采用很高的主轴转 速、刀具进给速度以及不使用切削液,使得加工过程变得更加复杂和充满变数,刀具的磨损、崩刃、温度过高等危险性显著增加。所以对加工过程的在线监控,实时 掌握并控制加工进程中的状态,据此来研究、优化工艺参数,预报和避免一些危险状态的出现显得尤为重要。
一、项目背景:
该课题是航空科学基金项目,项目编号:2007ZE56008。
我国自20世纪90年代初开始高速切削技术方面的研究,工业发达国家在20世纪90年代中期把研究和开发的重点转向了干加工。干式切削是指在切削加 工中不使用切削液的工艺方法。从目前国内外的情况来看,采用纯粹的干切削特别是高速干切削还存在一定困难。因为没有切削液,其冷却、润滑及排屑作用就会丧 失, 产生更多的摩擦和粘附现象,使得刀具寿命变短、生产效率降低。所以,其应用范围还很有限。而传统的湿式切削又有诸多不足。因此介于两者之间的最少量润滑技 术MQL有着极为广阔的应用前景。
目前国内外在高速切削和干切削方面的研究主要侧重在刀具材料、涂层、装夹以及机床等方向。在加工过程监控方面重视不够。本项目主要对高速干切削(采用MQL)过程用多种传感器进行监测,并对其进行主动模糊控制。
建立了基于多传感器的飞机结构件高速铣削过程监测软硬件系统。对数据采集卡、传感器(振动、功率、温度)型号及安装位置进行了论证;基于LABVIEW,用面向组件的方法建立了数据采集虚拟仪器系统。
用不同磨损状态的铣刀,基于不同的切削参数和切削条件,对碳钢、航空铝合金材料进行了多次高速铣削试验;对所采集的信号进行了时域、频域和时-频域 分析,总结了不同铣削状态所对应的信号特征;基于Kolmogorov-Smimov检验理论(KS检验),能够对刀具磨损状态进行在线识别。
二、系统整体框架简介
整个系统分为硬件平台(实验平台)和软件平台(开发环境及应用环境)两部分。
1、硬件平台设计与实现
系统总体硬件框图如下:

图1 系统总体硬件框图
由图1可以看出硬件部分主要由振动传感器、温度传感器、功率传感器、信号调理模块、MQL系统和数据采集卡等组成。
该系统主要由数据采集卡PCI-6220通过各个传感器分别采集到高速干切削加工过程中的振动信号、温度和功率信号,将采集到的信号反馈到主控计算 机,由预先编制好的虚拟仪器(LabVIEW)程序进行实时数据处理提取其特征值并存储,通过LabVIEW程序中的模糊控制模块间接控制MQL系统以实 现冷却润滑物喷射到干切削工作台的流速大小,从而完成整套闭环系统。系统运行现场参见图2:

图2 系统运行现场
2、软件平台设计与实现
2.1 系统软件框架
基于LABVIEW平台构建信号采集、显示、存储、分析的数据监测软件系统。软件设计采用了面向组件的设计思想,把一个完整的程序分成若干个功能相 对独立的较小的程序模块抽象出来,各个程序模块分别进行设计、编制和调试,最后再将各个模块链接起来总调,采用DMA处理方式保证了刀具状态识别的实时 性。系统由以下组件组成:系统初始化和自检模块,参数设置模块(传感器参数、通道增益及采样频率和采样点数等设置),信号分析与处理模块,数据管理与诊断 模块和模糊控制模块等。其结构和系统界面如图3,4所示:

图3 高速干铣削过程监测软件模块结构图

图4 高速干铣削过程监测系统界面
2.2 数据分析与管理
监测系统对各个传感器拾取的加工信号进行实时采集,并对采集到的信号进行数据分析,其中对测点主要包括时域分析、频域分析、时频分析和时间序列分 析,同时运用NI公司提供的Sound and Vibration工具包进一步将采集到的声音和振动信号做声音和振动级别测量、频率、顺态分析和倍频分析。将得到的各个传感器信号的特征值录入数据库。 数据库管理系统能够实现对信号特征数据的查询、管理及调用,系统还可根据不同需要做相应变动已达到最终目的,可扩展性强。其数据分析界面、数据库管理界面 和部分数据分析原程序分别如图5、6,7所示:

图5 数据分析界面

图6 数据库管理界面
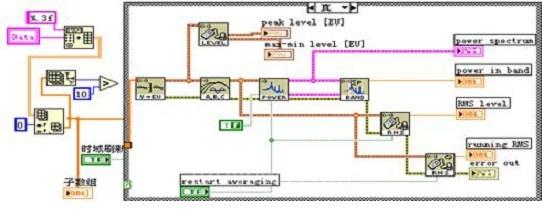
图7 数据分析部分程序界面
2.3 MQL系统的模糊控制实现
模糊控制模块设计采用NI公司的LabVIEW PID 工具包,模糊控制算法直接在Labview软件内实现,采用查表法,使模糊控制器可以保证控制的实时性。控制过程是:切削过程中的各类加工信号通过NI PCI-6220采集卡以数字信号的形式被采进主控计算机后,并对其进行预处理求其特征值,在主控计算机的Labview环境中,与设定的标准值比较后求 出误差和误差的变化,通过查询事先做好的模糊控制表,得到一个模糊控制的输出量,再通过NI PCI-6220的一个数字输出口,从而控制MQL系统。图7为模糊控制的核心程序框图。

图8 模糊控制的核心程序框图
2.4、基于KS(Kolmogorov-Smirnov)智能刀具磨损状态识别
Kolmogorov-Smimov检验(KS检验)是一种非参数统计,它用于描述两个独立统计样本的相似性,目前已成功运用于航天、生物工程等许多领域。项目将KS检验的方法应用于刀具磨损状态识别,取得了满意的效果,且效率较高,完全可以满足在线智能诊断的要求。
从采集到的数据中分别提取如下三种不同磨损刀具的振动信号分别记为样本A(新刀振动数据)、样本B(微磨损刀具振动信号)和样本C(严重磨损刀具振 动信号),时域波形见图8到图11。在从严重磨损刀具振动信号中取一段信号记为样本D,样本D是待识别的振动信号,用来进行磨损识别检验。上面所有样本信 号产生的切削三要素、工件材料等切削条件都相同。样本信号都经过预处理的样本数据。样本数据的长度都为1024个数据点,采样频率为20KHz。

图9样本A信号时域波形图

图10样本B信号时域波形图

图11样本C信号时域波形图

图12样本D信号时域波形图
首先,要准备磨损样本识别库,将不同磨损划分刀具的振动信号存入磨损样本实例库中,这样就得到三种磨损(新刀、微磨损、严重磨损)状态库。在相同的切削条件下,将待检样本D按照图12流程进行分类识别。
表1 样本A、样本B和样本C的KS检验统计值表

从表1中可知,在取统计距离D=0.0601,显著性水平 =0.05为门槛值,则识别的结果完全正确。

图13磨损状态识别流程图
三、总结:
虚拟仪器以计算机为统一的硬件平台,配以具有测试和控制功能硬件接口卡,通过系统管理软件的统一指挥调度来实现传统测控仪器的功能。与传统仪器相 比,虚拟仪器在智能化程度、处理能力、性能价格比、可操作性等方面都具有明显的技术优势。本文利用虚拟仪器技术,建立了刀具磨损的在线监控系统,实时掌握 并控制加工进程中的状态,并能够动态地采集、存储和分析数据,经多次试验认证可以准确地监控刀具磨损状态,避免一些危险状态的出现,具有实际工程的应用价值。
作者:
王 希 - 南昌航空大学
肖 毅 - 南昌航空大学
(转载)

