
减少40%的停工时间—生产效率提高10%
保证饲料的无致病菌状态,在新西兰饲料加工厂采用了罗克韦尔自动化公司的前向反馈控制系统之后三个月之内达到了预期的投资回报率——产量提高近10%,停工时间减少40%。
背景
Tegel 食品公司有三十多年动物饲料的生产经验,公司在新西兰具有5个动物饲料加工厂,同时也是新西兰最大的国有鸡饲料生产商。Tegel食品公司还生产喂马、 鹿、奶牛以及猪的各种颗粒饲料。采用自动化生产工艺,可以使颗粒饲料各种成分的比例正确,以确保动物的健康。其中一个关键因素就是确保饲料不含致病菌。
Tegel食品公司生产的鸡饲料是通过螺旋进料器将各种原料(例如,小麦、玉米、大麦、黄豆、各种维他命以及矿物质)混合到一个“调料槽”中。在调料槽内,向混合原料注入蒸汽并且通过一系列的螺旋. 桨将原料充分混合,同时逐步升高饲料的温度。在经过一定的时间之后,饲料被送入圆柱形模具,然后通过辊子将饲料从模具中挤压出来,形成颗粒(直径为3到12毫米)。
基于在新普利茅斯工厂开发的先进技术,Tegel 食品公司目前正在对其颗粒饲料挤压自动化系统逐步进行升级改造。据公司生产经理 Wharehoe Lissington 说,新普利茅斯工厂的使用了15年之久的控制器根本不能达到确保饲料没有病原菌的温度要求。
挑战
控制系统的升级是为了满足更加精确的过程控制,尤其是要达到严格的温度控制要求,同时适应其他过程变量的变化。“我们的最终目的就是要确保生产不含病原菌的饲料,”Lissington先生说,“我们还需要进一步提高产量和生产效率。”
“过程控制需要绝对准确,”他补充说。“如果由于通入蒸汽过多而导致饲料太粘,或者进料太快将会导致 模子堵塞。” 如果模子发生堵塞,将会导致生产中断,因而会造成10分钟到3小时不等的停工时间。相反,保证饲料无菌需要高温,然而会导致模子堵塞,温度越高,蒸汽的体 积就越大。因而,最佳的运行条件要求各种过程参数保持精确的平衡。
以前的控制系统的主要问题就是由于冲模辊子消耗较大的电流(预示着将要发生堵塞)而导致其基本控制算法常常自动降低加工温度。这就意味着挤压机能够在运行时不发生堵塞,但是温度太低就无法消灭致病菌。
解决方案
1999年9月,经过 Lissington先生与罗克韦尔自动化公司系统集成商工程控制有限公司(ECL)的通力协作,开发出了一套新的控制方法。 新的控制系统是基于一个Allen-Bradley SLC-5/03 处理器,采用控制器内置的PID并且具有向前反馈能力以确保挤压机运行在最佳的工作状况。
“监视器要监测的重要参数就是被挤压机所拉下的电流,”ECL主任 Greg Chapman说,“当挤压机快要堵塞时,由于辊子必须费很大力气才能将饲料挤压出模子,所以导致电机的电流非常高。但是,遇到这种情况,我们除了减少蒸 汽供应量(因而导致温度降低)之外,我们现在可以减少给冲模的供应量。” 上述操作可以通过变速驱动器来完成,可以调节输送到送料器上原料。
采用前向反馈控制技术就意味着通向混合容器的蒸汽可以通过PID控制环路算法进行连续调节,而不是在 送料过去1分钟之后才检测温度或者电流的变化。据Chapman先生说,Allen-Bradley SLC处理器能够向PID提供前向反馈控制信号。“如果采用大量的PLC,那将非常可怕,”他说。“但是,有了SLC之后,编程就非常简单了。”
“我们在达到了最佳温度和最佳电流下降的同时,还能够控制诸如进料器的输入量以及蒸汽流的大小等参数。”他补充说道,“结果就是颗粒饲料挤压机能够持续工作而不发生堵塞。”
ECL的颗粒饲料挤压机控制系统包括一个 Allen-Bradley SLC- 5/03处理器以及大约120 个数字和模拟输入/输出(I/O)。上述输入输出接口通过DH485连接到两个基于PC的人机界面(HMI),界面运行罗克韦尔软件获奖的SCADA软件 包RSView32 并且能够与驱动器RSLinx进行通信。其中一个人机界面站位于挤压机附近,以便使现场操作员能够对系统进行监测以及在必要的时候对系统进行超控。第二个 人机界面站位于主控制室内,植入了RSView32 Visual Basic for Applications (VBA)程序,并且通过采用多路复用和压缩数字I/O信号技术来优化tag的使用。同时采用微软的 Access 数据库来比较RSView32采集的趋势数据,包括运行时间,平均温度、挤压机平均电流、启动和结束时间、 生产压力、和操作员记录。每一批饲料都有详细的记录可以查询,以便使Tegel保持产品质量一致。
成果
除了在饲料生产的自始至终保证没有致病菌之外,新的控制系统能够使产量增加10%,而且同时减少停工 时间40%。因而,Tegel食品公司在三月之内就达到了预期的投资回报率。“这项技术是非常成功的,我们在2001年2月年将其用在位于新普利茅斯的第 二台挤压机,并且在位于奥克兰和克赖斯特彻奇的工厂推广使用。”
Lissington先生说,“新控制系统的性能真是独一无二。在新西兰和世界上其他地方真的再也没有比这套系统更好了。系统在实现我们设定的规格要求方面简直没有一点偏差。”
RSView32的内置配方功能是新系统的又一个优点。“我们以前使用的控制系统根本没法和这套新系 统相比,” Lissington先生强调说。“在系统中存储有每一个配方或者冲模,以便于机器能够根据最佳的配方状况自动运行。操作员根本不需要对机器进行调整。尽 管配方种类繁多,但是挤压机还是处于良好的控制状态。” 他说,这包括大约 45个产品配方和10个工艺变量,SLC- 5/03能够识别表示配方名称的ASCII码字符串。如此高级的配方控制完全可以使操作员解脱出来从事其他工作。“操作员根本不需要每隔5分钟就检查一次 机器。”,他说。
Tegel 食品公司还对罗克韦尔自动化公司在整个新西兰得技术支持都非常广泛而感到非常满意。“我们给ECL的理念就是,我们要最好的技术,” Lissington先生说,“由于我们正在开发新技术,我们不想有任何由于设备故障而发生的生产中断,ECL全力以赴为我们提供了最好的技术。”
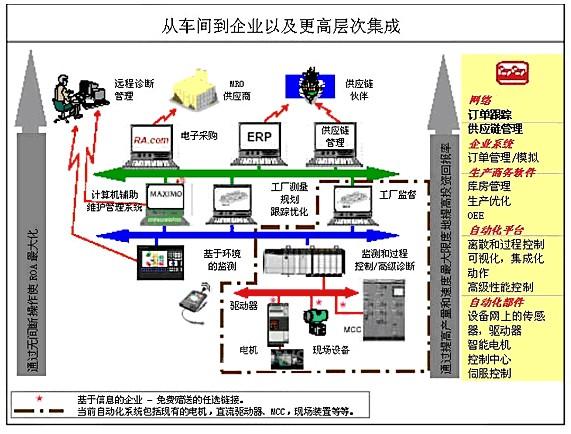
下页的体系结构描述了一个基于信息的企业中罗克韦尔自动化概念。褐色箭头表示的区域表示本文档中正在讨论的目前自动化水平。其余部分以图解方式说明了目前罗克韦尔自动化能够提供的从车间到企业以及更高层次集成的诸多解决方案。
(转载)

