
大连安迪数控技术有限公司是由留日海归博士和国内自动化学者共同投资组建的高新技术企业。公司位于大连市高新园区海外学子创业园。是一家专门从事于交流永磁同步伺服系统和交流异步伺服系统的研发、制造、销售和服务为一体的自动化控制企业。公司可为客户提供完美的解决方案。
大连安迪数控有限公司生产的ADSD-S系列交流同步伺服驱动系统是基于DSP+FPGA+IPM的硬件平台;具有高速度频率响应;具有高精度的位置控制;具有完善的保护功能。
油石是用磨料和结合剂等制成的条状固结磨具。油石在使用时通常要加油润滑,故名。油石一般用于手工修磨刀具和零件,也可装夹在机床上进行珩磨和超精加工。油石成型机是根据传统手工油石加工效率低、人工工作强度大、产品加工一致性不好等众多原因而研制的,通过伺服定量进给,使产品重量误差小于10克,从而保障产品一致性和产品质量。
本系列油石成型机采用先进的大连安迪交流伺服系统,和国产PLC,以及液压装置组成,由PLC控制整个装置的运行,液压系统负责机械液压进给和成型挤压,伺服负责带动螺杆挤出油石加工原料,由于螺杆挤出负载较大,在螺杆和伺服电机中间加入减速机,减速比为17:1,为了保障加工效率,伺服电机基本运行在2000RPM左右。
油石成型机的设计方案如下:
1、控制要求:PLC系统,具有高速脉冲输出功能。
大连安迪数控有限公司的交流同步伺服驱动器及电机,伺服采用位置控制。
2、成型机基本组成和操作:
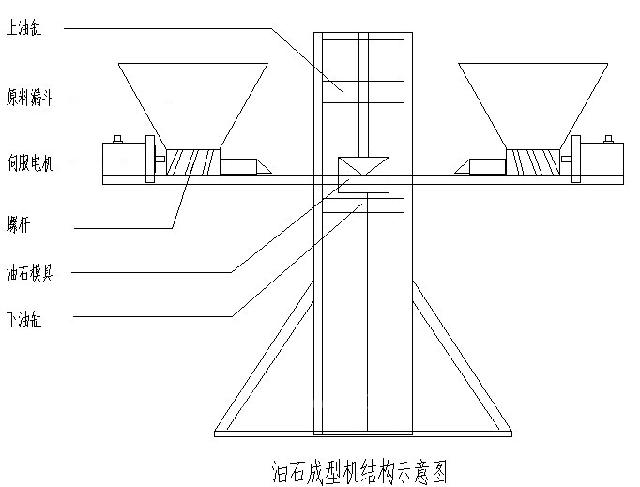
(1)成型机大体分为四部分:挤压成型部分、原料进给部分、液压部分、电控部分。
(2)液压部分主要是液压油泵、油缸、油路方面组成;电控部分主要就是PLC和伺服驱动器构成;挤压成型部分主要是由上下两个主油缸负责挤压,左右两个油缸负责填充加工料,中间为油石模具,液压行程依靠行程开关信号PLC控制;原料进给部分主要由原料漏斗、螺杆、减速机和伺服电机构成,由于油石分为上下两部分成份组成,所以分为左右两套设备,每套设备中提供的原料不同。
(3)基本操作分为:手动操作和自动运行。设备正常运行时的流程如下所述:
首先,上电启动运行后,由左料斗工作,伺服系统按照PLC设置好的脉冲数和频率运行,螺杆挤出标准原料至小托盘,再由液压进给至模具中,然后由上油缸动作进行挤压定型,完成油石下半部成份的成型。
之后,再由右料斗工作,同上面操作一致,再完成油石上半部成份的成型。这样一块油石的坯料就加工好了,再由下油缸将坯料顶出,手动取出即可,之后再将坯料进行煅烧就可以拿到成品的油石了。
3、加工注意事项:
(1)由于要保障原料较为均匀的倒入模具内,所以螺杆组成是有一个主螺杆带动四个从螺杆工作,出料口变成四个从而保障出料均匀。
(2)出料量与电机转速有很大关系,电机转速高出料量少,反之则多,所以在改变电机转速时一定要重新确定出料量再调节伺服电机运行圈数,保障与原出料量一致。
(3)为了更好的保障出料量的一致,最好在原料漏斗上增加抖动设备,使下料均匀。
4、大连安迪交流同步伺服选型和相关参数设置
|
名称 |
型号 |
备注 |
|
伺服驱动器 |
ADSD-S23-1.5K |
|
|
伺服永磁电机 |
ADSM-S110-050M30D |
|
|
伺服参数 |
设置值 |
备注 |
|
B00 |
1 |
脉冲加方向 |
|
B01 |
2 |
脉冲位置控制方式 |
|
B02 |
17 |
电子齿轮比分子 |
|
B03 |
1 |
电子齿轮比分母 |
|
B10 |
30 |
位置比例增益 |
|
B20 |
1 |
位置指令逻辑切换 |
|
B36 |
150 |
速度比例增益 |
|
Y13 |
906 |
电流系数 |
|
Y18 |
65413 |
电气角 |
其中B20参数的设置原因主要是因为选用的PLC只有两个高速脉冲口,没有多余的口提供方向脉冲,通过改此参数可以改变电机转动方向方便接线和资源占用。
结束语
使用安迪伺服驱动器及伺服电机的油石成型机,可以满足传统油石加工所有加工要求,同时良好地保证了油石加工的精度要求,产品一致性大大提高;较大的提高了加工效率以及产品加工质量的稳定性。
(转载)

