
我国是制造业大国,而包装工业也随着工业品的制造而迅猛发展。目前中国生产的瓦楞纸包装制品、复合软包装、金属桶、集装箱、塑料编织袋等主要产量已居世界前列。中国包装工业已经基本形成了一个以纸、塑料、金属、玻璃、印刷、机械为主要构成,拥有一定现代化技术装备、门类比较齐全的工业体系。
在包装工业中,瓦楞纸的应用非常广泛,几乎所有的轻工业产品都会用到瓦楞纸板箱进行包装,比如食品、饮料、烟草、电子产品及电器等。而横切机是瓦楞纸板生产线末端的一个非常重要的环节,也是制造包装盒之前的最后一个环节。因此,横切机的性能是影响产品质量和产量的一个重要因素。同时,横切机也是瓦楞纸板生产线中自动化程度较高的环节之一。

【行业背景】
出于对车速、废品率和换单灵活性的要求,目前电脑横切机得到了越来越广泛的推广。根据控制系统的不同,电脑横切机有两大类:
第一类是采用单片机和普通变频器进行控制。在单片机中进行位置闭环,然后将速度指令发送给变频器,从而驱动马达与纸板的进给进行跟随。其优点是成本低,但由于单片机对位置闭环控制的扫描周期较长,导致高速下的速度给定精度较低;同时普通变频器的跟随特性较差,无法完全跟随给定,从而进一步带来误差。
第二类是采用专业运动控制系统和伺服驱动器进行控制。位置闭环直接由运动控制系统来控制。毫秒甚至是微秒级的运算周期可以保证高精度的位置给定;同时伺服系统出色的跟随特性也能够保证更高的精度。
将在本文中介绍的横切方案,即是采用西门子运动控制系统及伺服驱动器的第二类方案。
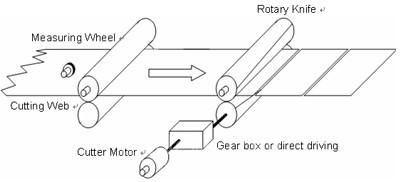
【机械结构】
目前的瓦楞纸生产线中,横切部分一般称为横切机台。通常,横切机台只有一个刀辊马达,而没有主动进给部分。即使有进给马达,也不会采用伺服驱动,而是采用普通变频器来驱动。因此,瓦楞纸板的进给量需要由测量辊检测后传送给运动控制系统,通过同步或电子凸轮功能控制刀辊驱动器。
【系统配置】
下图为采用西门子运动控制系统Simotion D410 及伺服驱动器Sinamics S120的系统配置图。
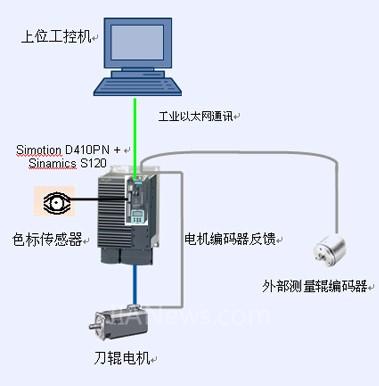
配置图中共包含以下组件:
上位控制工控机作为人机界面,接收用户的给定与设置,同时管理订单,并与整线控制系统进行通讯;
Simotion D410是西门子公司最新的单轴运动控制系统,与上位工控机之间通过标准工业以太网(D410 PN型)进行通讯:接收设置与订单,并且实时将机器的状态,如车速、电机电流、电机温度等信息传送给工控机进行处理或显示;
伺服驱动器Sinamics S120接收Simotion D410发出的位置指令,并且以125微秒为周期进行刀辊位置采样,并进行位置闭环控制(当激活了动态伺服控制功能DSC时),驱动刀辊马达运转;
外部编码器安装在测量辊上,用于检测瓦楞纸板的进给量,作为电子凸轮的主轴位置值;
当需要对瓦楞纸进行色标跟随横切时,可以将色标传感器连接到Simotion D上的快速输入点上。而Simotion D可以通过编程实现色标补偿功能。
【性能指标及亮点】
根据机械部分及电机功率的不同,目前配备该方案的横切机可以达到下面的性能指标:
幅宽:1400mm~3300mm
车速:120m/min~350m/min
裁切长度:300mm~∞
裁切精度:±1mm
而该解决方案具有的性能亮点包括:
电子凸轮裁切;
五次多项式凸轮曲线,降低对机械系统的冲击;
裁切时刀辊与材料同步,同步超速可调;
切长不停机更改,并且立即生效;
根据需要可以进行色标跟踪裁切。
来源:Siemens
(转载)

