

高炉控制系统主要包含高炉本体控制、给料和配料控制、热风炉控制,以及除尘系统控制等。高炉炼铁自动化控制系统就是保证炼铁生产过程的连续性和实时监控性,进而保证高炉操作的四个主要问题:正确配料并以一定的顺序及时装入炉内、控制炉料均匀下降、调节炉料分布及保持其与热煤气流的良好接触、保持高炉整体有合适的热状态。
高炉自动化控制系统具有组成设备多、位置分散、设备间联锁关系强、设备运行环境恶劣、安全性可靠性要求高等方面特点,基于和利时公司HOLLiAS LK系列PLC的高炉控制系统,在考虑高炉炼铁系统特点和要求的基础上,充分利用了LK PLC可靠性高、性能优异、功能丰富、扩展性好、易于使用等方面的优势,给出了针对性强和个性化的解决方案。
系统设计
高炉控制是集机械、电气控制和计算机应用为一体的技术,采用以和利时公司HOLLiAS LK系列PLC为核心的,集中与分散相结合的自动化控制系统,系统由1个中央控制室和上料系统、高炉本体、热风炉、除尘等四个控制站组成,通过高速 100Mbps光纤工业以太网进行数据通信,自动化过程监控系统的布局及网络结构如图1。料批控制程序及选仓配料控制、料流调节阀开度控制及溜槽倾动和转动控制为重点;料车卷扬、探尺卷扬、布料器倾动上料系统、热风、布袋除尘,既要满足基本工艺要求,还要满足设计提出的工艺要求。
为保证各工艺过程的安全运行,各控制站采用LK冗余系统,支持电源冗余、CPU冗余、总线冗余,所有模块均支持带电插拔,使系统的安全性、可靠性大大提高。
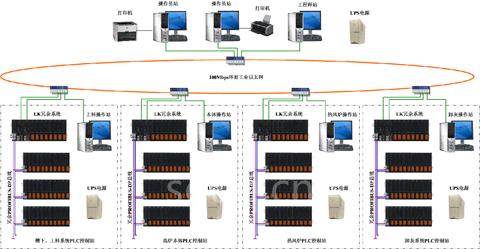
图1 高炉自动化控制系统示意图
在中央控制室中设2个操作员站和1个工程师站。一个为主操作员站用来显示高炉原料监视操作屏和高炉上料监视操作屏;另一个站主要用来显示生产操作技术参数、区域图、曲线图等画面,两者也可互为备用。操作人员通过观察计算机监控屏的显示及工作状态,控制各种设备。工程师站具有对各系统进行组态权和运行权,可以进行料制的设定,当前料车的车次、周期、程序信息的显示,生产工艺过程的显示,程序打印等功能。
另外,为了适应工艺操作,在各控制站设槽下及上料操作站、高炉本体操作站、热风炉操作站和布袋除尘操作站。所有的数字量输出点都采用继电器与外部设备进行电气隔离,模拟量输入输出信号都采用带光电隔离的模块。
通信网络
整个自动化系统由二级控制系统和二层通讯网络构成。保证系统的完整性、合理性、确保系统自动运行。
工业以太网:高炉四个控制站都可以独立完成各自的任务,根据生产工艺的需要,将各自独立的控制站、操作站与中央控制室的操作站和工程师站之间采用高速工业以太网,做到资源共享,互调数据、画面等,构成完整的过程监控系统,通信速率为100Mbps,传输介质为光纤;
PROFIBUS-DP现场总线:各控制站PLC主站与各自的远程I/O站通过PROFIBUS-DP现场总线进行数据通信,通信速率为1.5Mbps,传输介质为屏蔽双绞线。
操作方式
全线操作系统由操作站、操作台构成。操作站实现集中手动、自动控制,主要用于工艺和电气参数的设定、运行方式的选择、开炉前后的一般操作,包括自动、软手动实现现场各电控设备的控制。操作台主要用于手动操作和在自动方式下实施人工干预。
系统功能
本系统是一个集顺序控制、过程控制、数据采集、工况监视、数据管理为一体的计算机控制管理系统。对电动机、阀门等以及成套机电设备的开关量控制,包括分组联锁起动、分组联锁关机、组内自动联锁控制、组内单步联锁控制、系统单步调试;过程控制数据的采集和处理(包括开关量和模拟量);完善的报警功能。开关量和模拟量报警的显示、确认、记录和打印;动态显示工艺流程图画面,各画面之间可以自由切换;历史曲线图、实时曲线图、电气仪表图和棒形图显示和打印。
按照功能和结构划分,高炉系统分为四个分系统:槽下及上料控制系统、高炉本体系统、热风炉系统和除尘控制系统。下面分别具体介绍每个部分的控制功能:
槽下及上料控制系统
原料准备系统主要对各个料仓系统的给料机、振动筛、皮带机等设备进行控制;上料系统主要对主卷扬电气设备、2套探尺装置进行控制;炉顶布料系统主要对旋转布料器的倾动及旋转、柱塞阀 、上密阀、下密阀等进行控制;它们均设有相应的机旁操作箱。

高炉本体系统
高炉过程检测和控制的主要项目可分为,监视炉内反应、稳定高炉操作、保护炉体及人身安全等几类,因此高炉检测仪表及控制系统的选择十分重要,它直接关系到高炉的正常生产,炉体维护及设备保护。

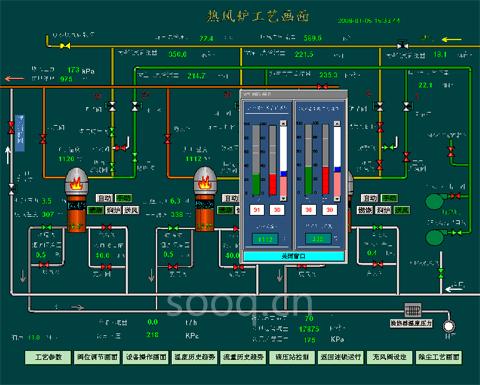
热风炉系统
一般高炉都配有三座热风炉,每座热风炉工作周期包括燃烧、送风、换炉三个过程,在每一循环内,热风炉炉内温度有周期性变化。随着送风时间的延长,风温逐渐降低。缩短送风时间,可提高风温水平,也随之缩短了燃烧时间。所以,在一定条件下应有一个合适的热风炉工作周期。合适的送风时间最终取决于保证热风炉获得足够的温度水平(表现为拱顶温度)和蓄热量(表现为废气温度)所必要的燃烧时间,因此,合理地设置热风炉燃烧制度(燃烧控制系统)和送风制度(换炉控制系统)是充分发挥热风炉控制系统的潜力来满足工艺要求(增加蓄热能力、提高风温),保证热风炉设备安全,提高热效率、降低能耗的关键所在。
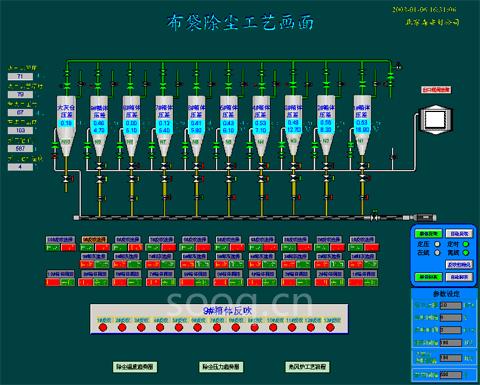
除尘系统功能
高炉煤气除尘设施是高炉的配套设施,是高炉生产中的重要环节,其工作目的是净化高炉煤气,提高煤气质量,为使高炉煤气得到充分利用创造条件。高炉煤气经重力除尘器粗除尘后,温度在80-300℃范围内,直接进入布袋除主箱体进行过滤净化,净化后的煤气通过调压供各用户使用。如果煤气温度低于80℃,或高于 300℃,则由重力除尘器放散,不进入布袋除尘主箱体。
系统特点
基于和利时公司HOLLiAS LK PLC的高炉自动化控制系统,采用冗余的以太网络、PROFIBUS-DP总线网络将中心控制室计算机和PLC系统主站、PLC系统主站与远程I/O分站联系起来,构成一个分布式的控制系统,具体特点如下:
完善、强大的功能
支持冗余CPU配置,功能更强、速度更快。同时,配有品种齐全的功能模块,充分满足用户各种类型的现场需求。即使在恶劣、不稳定的工业环境下,依然可正常工作;无风扇设计提高了系统的可靠性;在运行过程中,模块可进行带电热插拔。
冗余解决方案
高炉程控系统设计为冗余配置,包括电源冗余、CPU冗余、以太网络冗余、PROFIBUS-DP总线网络冗余,无论那个环节出现故障都不会造成系统停车,这样就最大限度地保证了系统的可靠性和安全性。
集中管理、分散控制
高炉控制系统设计为主站/远程I/O从站的网络结构,由系统主站统一管理系统内的设备,远程I/O分站只负责数据采集与设备驱动。这样的系统结构既满足了系统设备间联锁关系强的要求,又满足了系统设备位置分散的要求。
开放性
高炉程控系统设计为一个开放的系统,工业以太网、PROFIBUS-DP总线网络是目前应用最广泛和开放性最好的工业通讯网络,系统软件支持DDE、 OPC、ODBC、SQL,且提供丰富的API编程接口,可以方便地进行系统扩展或与全厂辅控网、MIS和其他子系统进行无缝连接。

