
简述了直线电机工作原理及其驱动技术,并且举例说明了直线电机直接驱动与传统数控机床“旋转伺服电机+滚珠丝杠”的传动方式对比具有的巨大优势。介绍了直线电机进给驱动技术在数控机床上的几个应用实例,指出直线电机进给驱动技术将是高速数控机床未来发展的方向。
引言
随着航空航天、汽车制造、模具加工、电子制造行业等领域对高效率地进行加工的要求越来越高,需要大量高速数控机床。机床进给系统是高速机床的主要功能部件。而直线电机进给系统彻底改变了传统的滚珠丝杠传动方式存在的弹性变形大、响应速度慢、存在反向间隙、易磨损等先天性的缺点,并具有速度高、加速度大、定位精度高、行程长度不受限制等优点,令其在数控机床高速进给系统领域逐渐发展为主导方向。
1 直线电机及其驱动技术
现代先进的驱动技术主要分为两大类:一类为电磁式的,另一类则为非电磁式的。
电磁类的现代先进的驱动技术主要由现代电磁类驱动器与现代控制系统组成,它的驱动器包括传统改进型的电磁驱动器与新发展型的电磁驱动器。它们中有旋转的、直线的、磁浮的、电磁发射的等等。除了在一般通用电机技术基础上改进获得的电机技术外,还有更多的是在通用电机技术基础上进一步发展的新型电机技术,如直线电机技术、无刷直流电机技术、开关磁阻电机技术和各种新型永磁电机技术等。
直线电机是一种将电能直接转换成直线运动机械能而不需通过中问任何转换装置的新颖电机,它具有系统结构简单、磨损少、噪声低、组合性强、维护方便等优点。旋转电机所具有的品种,直线电机几乎都有相对应的品种,其应用范围正在不断扩大,并在一些它所能独特发挥作用的地方取得了令人满意的效果。
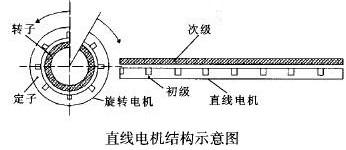
直线电机结构示意图如下图所示。直线电机是将传统圆筒型电机的初级展开拉直,变初级的封闭磁场为开放磁场,而旋转电机的定子部分变为直线电机的初级,旋转电机的转子部分变为直线电机的次级。在电机的三相绕组中通入三相对称正弦电流后,在初级和次级间产生气隙磁场,气隙磁场的分布情况与旋转电机相似,沿展开的直线方向呈正弦分布。当三相电流随时问变化时,使气隙磁场按定向相序沿直线移动,这个气隙磁场称为行波磁场。当次级的感应电流和气隙磁场相互作用便产生了电磁推力,如果初级是固定不动的,次级就能沿着行波磁场运动的方向做直线运动。即可实现高速机床的直线电机直接驱动的进给方式,把直线电机的初级和次级分别直接安装在高速机床的工作台与床身上。由于这种进给传动方式的传动链缩短为0,被称为机床进给系统的“零传动”。
与“旋转伺服电机+滚珠丝杠”传动方式相比较,直线电机直接驱动有以下优点:(1)高速度,目前最大进给速度可达100~200m/min。(2)高加速度,可高达2g~10g。(3)定位精度高,由于只能采用闭环控制,其理论定位精度可以为0,但由于存在检测元件安装、测量误差,实际定位精度不可能为0。最高定位精度可达0.1~0.01m。(4)行程不受限制,由于直线电机的次级(定子)可以一段一段地铺在机床床身上,不论有多远,对系统的刚度不会产生影响。例如,美国CincinnatiMilacron公司为航空工业生产了一台HyperMach大型高速加工中心,主轴转速为60000r/min,主电机功率为80kW。直线进给采用了直线电机,其轴行程长达46m,工作台快速行程为100m/min,加速度达2g。在这种机床上加工一个大型薄壁飞机零件只需30min;而同样的零件在一般高速铣床上加工,费时3h;在普通数控铣床上加工,则需8h,优势相当明显[1]。
2 直线电机在数控机床的应用
现代数控机床经过半个世纪的发展,其加工速度和加工精度得到极大提高。其加工精度从最初的0.01mm到现在的1μm,提高了10000倍,加工速度则从每分钟几十毫米提高到每分钟几十米,提高了1000倍。机床技术水平的高速发展是机床自动化技术发展的结果,也是以CNC为代表的先进制造技术对传统机械制造业的渗透,从而形成的机电一体化产品的结果[2]。
数控机床采用直线电机驱动技术,克服了传统驱动方式的许多缺陷,获得了极高的性能指标和优点。国外在高速加工中心上已广泛应用直线电机驱动,同时也应用到机床装备的各个领域,使机床的各项性能大为提高。1993年德国Ex—cell—O公司在汉诺威国际机床博览会上展出了世界上第一台应用直线电机驱动技术的HSC一240型超高速加工中心,该机床最大快移速度为60m/min。日本机床装备发展迅猛,高档机床大量采用直线电机驱动技术。早在1998年第十九届JIMTOF上,就展出了8台直线电机作进给驱动的机床。在2002年日本东京第二十一届JIMTOF机床展上23家公司展出了41台装有直线电机的数控机床,包括加工中心11台[3]。目前,采用直线电机驱动技术的机床是日本机床生产商供应的主流实用机床。欧美西方工业大国的机床制造厂商也大量应用直线电机驱动技术,著名的有DMG、Sodiek、Kings—bury、Anorad、Jobs和ForestLine等公司。在2003年的意大利米兰EMO2003国际机床展上,直接驱动已经成为高性能机床的重要技术手段,会展中德国DMG公司展品多为直线电机驱动。大批高性能加工中心采用了直线电机直接驱动技术。使用直线电机比用滚珠丝杆传动的成本已从l0年前的高30%,降低到目前只高15%~20%,而且参展商普遍认为用户可以节省运行成本20%以上,从而可以及时收回附加投资。JOBS公司认为有一半以上的机床采用直线电机在技术上和经济上都是值得的[4]。
国内直线电机技术的研究始于20世纪7O年代,上海电机厂、宁波大学、沈阳工业大学、清华大学、国防科技大学、浙江大学、广东工业大学等高校都做了相关研究[5-6],但未能实现真正应用到高速机床上,大推力、长行程的进给,不是真正意义上的应用在高速机床上的直线电机进给单元。清华大学机械学系制造工程研究所研究的长行程永磁直线伺服单元额定推力1 500N,最高速度60m/min,行程600mm[7]。沈阳工业大学研究的重点摆在了永磁同步直线电动机的控制方式及伺服系统[8];在CIM T2003(中国国际机床展览会)上,北京机电院高技术股份公司、江苏多棱数控机床股份有限公司展出了国产首批直线电机驱动的立式加工中心(VS1250),其X、Y轴采用了直线电机,最大进给速度60m/s。采用直线光栅尺反馈,全闭环控制,定位精度高,稳定性好。该加工中心采用了西门子840D系统,具有很高的可靠性与稳定性[9]。这些研究工作为直线电机技术在高速机床上的应用发挥了积极作用。目前在我国机床行业中,应用直线电机进给系统的产品越来越多。在CIMT2005上,作为全球最大的切削机床制造商之一的DWG公司,其产品中有1/3的采用了直线电机驱动技术,展出的DMC 75V linear精密立式加工中心所有进给轴都采用高动力性能直线电机驱动,良好动态特性的基础是采用了高度稳定的龙门结构和经优化的高刚度床身,加速度高达2g,快移速度90m/min,从而可使生产率提高20% ,该系列加工中心特别适合于模具加工[10]。2006年,德国Zimmermann公司推出了直线驱动龙门铣床FZ38,直线电机驱动通过高 因素获得高水平的标准控制,使得即便是在高进给率的情况下仍能保持非常小的拖曳距离和高定位精度[11]。DMG推出了Sprint 65直线驱动机床,在置轴上加速度达到g,快移速度40m/min[12] 。在2007年4月的中国国际机床展(CIMT2007)上,直线电机的应用越来越广泛,杭州机床集团有限公司推出了国内首次使用直线电机的平面磨床(MUGK7120X5)。全球领先的运动控制解决方案提供商丹纳赫传动,在现场的研讨会中提到直接驱动电机近年来在国内外都得到了客户的广泛认可,它改变了原有旋转电机加丝杠的结构,大大简化了机械的设计,提高了工作效率。
3 总结与展望
直线电机驱动技术与数控机床制造的结合大大促进了世界制造业的发展,大大提高了加工精度和加工效率。直线电机进给系统是一种能把电能直接转换成直线运动的机械能,且不需要任何中间传动环节的驱动装置。它将传统的回转运动转变为直接的直线运动,因此机床的速度、加速度、刚度、动态性能得到完全改观。通过采用直线电机驱动技术使得在高速移动中获得高的定位精度成为现实,有效克服通过传统旋转电机进行驱动时,机械传动机构传动链较长、体积大、效率低、能耗高、精度差等缺点。所以,直线电机驱动技术将是高速数控机床未来发展的方向。
(转载)

