
1.数控车床开坯加工工件时,进刀量大,加工速度低,由于工件表面不平整,加工过程有冲击性负载。
2.车床精加工时,进刀量小,为了保证加工效率,加工速度高。
3.要求主轴电机低速高转矩输出,同时能高速超频运行。
4.频率给定信号和电机实际转速线性度高,受负载干扰小。
数控机床节能原理图
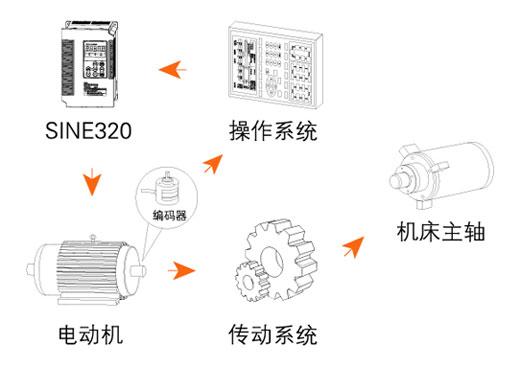
数控机床

系统配置
SINE320系列数控车床主轴专用变频器,电流矢量控制,内置制动单元,按电机功率外配制动电阻。
系统优点
1.低频1Hz可达150%额定力矩输出,保证开坯加工时有强劲的切削力。
2.最高输出频率3000Hz,完全满足数控车床的高频要求。
3.电流闭环控制,180%额定转矩加、减速,不跳过电流保护,系统响应速度快。
4.提供多种频率输入方式:2路电压源0~10V输入,2路电流源4~20mA或0~20mA输入。
5.速度信号输入和实际转速输出线性度好,±1%。
6.不用设定参数,出厂值为最佳参数,如果用户误调参数,只需要恢复出厂值。
(转载)

