
摘 要:本文在简要介绍包覆丝机工作原理的基础上,重点研讨伺服成型包覆丝机自动化系统设计术:系统基于PLC控制平台与HMI、变频器、伺服驱动的集成控制结构。
关键词:氨纶 包覆丝机 纱锭成型 伺服
1 引言
随着人类文明的进步,休闲、舒适、运动的生活方式越来越成为全球化流行趋势,纺织品生产领域最能应和这种现代生活方式的氨纶弹力织物迎来更大的发展空间。美国杜邦公司在1958年独家发明的氨纶(莱卡)的学名叫做聚氨基甲酸酯纤维,是世界已知最富弹性的合成纤维。以氨纶为纱芯,外包锦、涤、棉、麻、毛、真丝等纤维,制成各种包芯纱、包覆纱、合捻纱等多样化的复合功能性弹力纱线,氨纶自身的弹性优点与其它纤维的固有特性有机结合,应用领域已从袜类和内衣等针织品扩大到机织品,从功能性织物向服装面料发展,从内衣向外衣发展,从女性服饰向男装延伸,并赢得“人类第二皮肤”的美誉,氨纶织物已成为最流行的国际性时尚消费品。
氨纶包覆纱的主体制造设备是包覆丝机。基于台达机电技术的电子成型包覆纱机替代了油浴式齿轮箱,使卷绕成形良好,软边成型退绕更容易,现在的氨纶包覆丝纱锭卷绕成型效果已经等同于国际著名某品牌的包覆丝机的成型效果。
2 氨纶包覆丝机分析
2.1 系统架构
机械成型包覆丝机系统架构如图1所示。机械包覆丝机由变频器驱动两台异步电机传动主轴运行,定子主轴通过机械齿轮变比带动锭子高速旋转及卷绕,卷绕主轴通过机械油浴式齿轮箱带动横动机构来回运动,实现卷绕成型功能。一套速度监测仪,随时监测锭子、卷绕等运行转速。机械成型包覆丝机的主要技术参数参见表1所示。
表1 机械成型包覆丝机技术参数
|
卷绕线速度 |
最大40m/min |
|
成型方式 |
机械 |
|
锭速 |
0-18000 RPM |
|
锭子形状 |
弧形排列 |
|
锭距 |
250mm (圆弧形) |
|
锭子直径 |
φ25mm |
|
捻度 |
150-2800TPM |
|
捻向 |
S,Z |
|
牵伸 |
1-5 |
|
卷绕超喂 |
0.6-1.1 |
|
卷绕直径 |
最大直径φ220mm |
|
原料纤度 |
15-300dtex |
|
卷绕辊尺寸 |
φ80mm 长195mm |
|
纸管尺寸 |
标准外φ76mm内φ68mm 长220mm圆弧形200mm |
|
卷装重量 |
1.5kg |
|
导丝嘴横动速度 |
30-150mm/s |
|
电动机功率 |
9kw×2变频控制锭速 |
|
运行时间设点 |
一次落纱时间任意设定 并自动停止复位 |
|
转速检测 |
上、下层锭速,导丝罗拉, 输送罗拉转速随时检测 |
|
锭子 |
8节/台24锭/节 双包192锭 卷绕成筒96个 |

图1机械成型包覆丝机系统架构
2.2 问题分析
(1)操作界面问题:只能通过变频器面板进行调速,界面不友好。
(2)车速限制问题:由于成型机构是机械油浴式齿轮箱,导致整体车速只有不超过40米/分。
(3)纱锭成型问题:由于纱锭卷绕成型机构是机械油浴式齿轮箱,卷绕成型有叠绕和硬边突起等电阻效应难以克服,对下道退绕络筒工序很不利,卷绕纱锭只能达到3公分厚。
(4)保全问题:由于成型机构是机械油浴式齿轮箱,长时间运行后机械磨损导致无法进行根本性修复,维护、调整都很困难。
3 电子成型包覆丝机自动化设计
3.1基于台达伺服控制技术的包覆丝机
由于传统机械在成型速度、成型效果、维护难上有很大局限性,所以很多纺机厂家及自动化集成商都在全力研发电子成型包覆丝机,但因在成型控制精度、防叠绕算法、防电阻效应、防掉线、机械精度、卷绕成型交叉角度算法、生产调试周期漫长(生产一个锭需20—80小时)等困难,所以至今成效都不大。
通过近期努力,台达子公司中达设计出以EH系列PLC为主控制单元,控制全机锭子速度(台达变频器控制),卷绕电机速度(台达变频器控制系列),横动移纱电子成型(台达伺服驱动器),用台达HMI设置和显示工艺参数的控制方案,成功的替代了机械油浴式齿轮箱纱锭成型架构。对主轴转速信号采用高速计速,对卷绕辊进行测速,通过在HMI上设置工艺参数如:锭子速度、横动速度、成型斜度、工作定时、捻度等,对运转过程中出现的故障信息均在HMI上显示,为排除故障提供方便。基于台达机电自动化技术平台的电子成型包覆丝机自动化解决方案如图2所示。电子成型包覆丝机的主要技术参数参见表2所示。
主要元件清单如下:PLC:DVP-EH(高速脉冲输出可达200KHz, 高速计数通道200KHz/通道、共四通道);HMI:DOP-AS(5.7寸);变频器:VFD-B(18.5KW);伺服驱动器:VSD-B(0.75KW, 编码器分辨率:10000, 位置定位时间:2ms)。
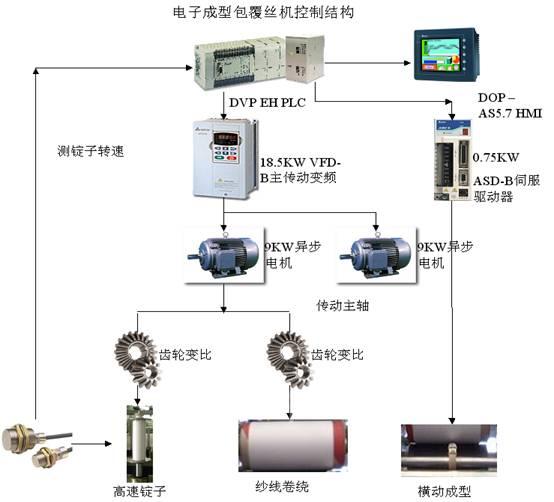
图2台达机电成型包覆丝机系统架构
表2 电子成型包覆丝机的主要技术参数为
|
卷绕线速度 |
最大100m/min |
|
成型方式 |
电子 |
|
锭速 |
0-24000 RPM |
|
锭子形状 |
通过参数修改不同成型角度(0-80度) |
|
锭距 |
250mm (圆弧形) |
|
锭子直径 |
φ25mm |
|
捻度 |
150-2800TPM |
|
捻向 |
S,Z |
|
牵伸 |
1-5 |
|
卷绕超喂 |
0.6-1.1 |
|
卷绕直径 |
最大直径φ220mm |
|
原料纤度 |
15-300dtex |
|
卷绕辊尺寸 |
φ80mm 长195mm |
|
纸管尺寸 |
标准外φ76mm内φ68mm 长220mm圆弧形200mm |
|
卷装重量 |
1.5kg |
|
导丝嘴横动速度 |
30-150mm/s |
|
电动机功率 |
9kw×2变频控制锭速
0.75KW伺服控制 |
|
运行时间设点 |
一次落纱时间任意设定 并自动停止复位 |
|
转速检测 |
上、下层锭速,导丝罗拉, 输送罗拉转速随时检测 |
|
锭子 |
8节/台24锭/节 双包192锭 卷绕成筒96个 |
3.2 技术特点
(1)可以通过触摸屏随意更改整机车速,横动速度,成型参数,等满足不同生产需要,界面友好方便。
(2)由于成型横动机构采用伺服传动,所以整体车速可以提高到100米/分,大大提高生产效率,是原机械成型机型2—3倍速度,产能翻番。
(3)由于成型横动机构采用伺服传动,卷绕成型解决叠绕和硬边突起电阻效应等问题,所以卷绕纱锭可以达到10公分厚,原机械成型机型3—4倍,节约了换锭时间提高了生产效率。
(4)由于成型机构采用伺服传动,所以机械结构简单,即使长时间运行维护,调整都很方便。
4 伺服电子成型纱锭的实现
(1)卷绕速度设定:卷绕速度即主车速,决定整机的生产速度,根据卷绕速度设定变频器运行频率;卷绕速度决定卷绕线速度。
(2)横走速度设定:横走速度即横向移丝速度,根据不同品种纱线的卷绕要求横走速度与卷绕速度形成比例,来决定来回卷绕的交叉角度;且横走速度不能过慢或过快,过慢会导致横动反向时锭边累计过多导致硬变和掉线,过快也会导致伺服反向时过冲、抖动而导致掉线。
(3)初始行程设定:初始行程即表示A-B间距离。
(4)初始辊径设定:初始辊径设定必须准确,否则将影响成型效果。
(5)停车延时设定:停车延时即表示在按动停车按钮后由于转盘惯性无法立即停止,所以必须延时横动机构一段时间等待转盘完全停止后再停止横动,否则纱线将会在横动停止位置大量卷绕。
(6)差动距离:AC与DB为差绕长度。在AB往复的过程中,并不是每次往复行程都是由A点至B点,或是由B点至A点实际往复行程为A点至D点,D点至C点,C点至B点,再由B点至A点依序循环,主要是解决在卷绕过程中两边会有凸起的现象(俗称电阻效应)。
(7)成型角度调整参数:成型角度调整参数将决定纱锭在卷绕成型的收边角度的坡度,由于成型角度是由卷绕速度、横动速度、纱线粗细不同所共同决定的,所以可以通过成型角度调整参数进行修正,达到美观的效果,此参数越大表示坡度越陡,越小表示坡度越平。
(8)软边调整参数设定:在卷绕成型中由于退绕的需要,要求锭边相对松软,避免锭边太硬、太紧所导致退绕断线现象,调整软边参数可以有效调整收边的松软度,软边调整参数越大边越硬,参数越小边越软。
纱锭成型参数定义如3所示。纱锭成型调整人机界面如4所示。国际名牌纱锭成型效果对比如图5、图6所示。
图3 纱锭成型参数

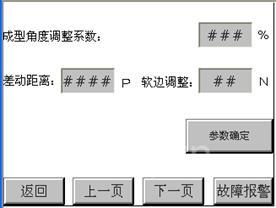
图4 纱锭成型调整人机界面

图6国际著名某品牌的成型效果

图7 台达伺服成型效果
5 结束语
通过使用不同纱线的卷绕测试(40D-200D规格),高品质锭子在高速运转下的持久稳定性,二级传动机构,使受力更合理,适用范围更广,取消了油浴式齿轮箱,维护更方便,使卷绕成形良好,软边成型退绕更容易,现在的卷绕成型效果已经等同于国际著名某品牌的包覆丝机的成型效果。台达也将致力推动国内氨纶纺机业走向高效优质的新时代。氨纶复合纺纱,一个处在成长期的产业,它的魅力无穷无尽,它的发展无可限量。
(转载)

