
关键词:控制系统(DCS) ECS-100 聚酯短纤维 专用逻辑控制模块 选择控制
一、概述
随着合成纤维工业的迅速发展,我国聚酯市场竞争越来越激烈,为适应市场不断发展的需要,国内聚酯企业不断加快工业结构优化升级,深化产品结构调整,增加化纤产品品种,提高产品质量,降低备件成本,提高企业效益。为了生产和安全的需要,中石化仪征化纤股份有限公司经研究决定在聚酯短纤维9-16K改造项目中采用浙江中控技术股份有限公司研制的WebField ECS-100控制系统对15万吨/年涤纶短纤维生产线进行自动监控。
本改造项目主要是对15万吨/年涤纶短纤维生产线前纺的TDC-2000控制系统和后纺的常规仪表控制系统进行改造。根据工艺需要,控制站和操作站分别设在前纺东区、前纺西区、后纺东区、后纺西区,前纺东区和前纺西区各有一个远程控制柜,短纤生产中心ECS-100控制系统与聚酯生产中心TDC- 3000控制系统进行双向数据通讯,短纤生产中心ECS-100控制系统与公司的信息管理中心进行数据传送,各个控制点采用光缆连接。
二、主要工艺流程
聚酯短纤维生产工艺采用熔融法纺丝,主要分为直接纺丝和间接纺丝(即切片纺丝)两种。
本次改造项目的工艺是采用熔融法直接纺丝工艺,将聚酯装置缩聚反应器来的聚合物熔体增压后,在熔体过滤器中用滤网滤去机械杂质和熔融不良物,由熔体分配管进入纺丝箱体。在纺丝箱体中需要适当控制熔体的粘度、温度、输送压力,熔体经纺丝计量泵以恒定量通过纺丝组件过滤层后,从喷丝板细孔喷出。喷丝板细孔挤出的熔体细流经温度23~28℃湿度80RH%的空气冷却,使熔体拉长、变细、固化成初生纤维。
初生纤维经上油后汇集成束,经牵引后入盛桶丝内,经集束后,在一定预张力条件下送拉伸机拉伸,然后在70℃油浴中拉伸3~3.2倍,再在热箱内用过热蒸汽加热下拉伸1.03~1.13倍,拉伸速度为280m/min。拉伸后在180~200℃下进行热定型,经上油后入卷曲机卷曲,然后用空气将其冷却到玻璃化温度以下,随即送去切成短纤成品并进行称量打包。其工艺流程框图如图1所示:
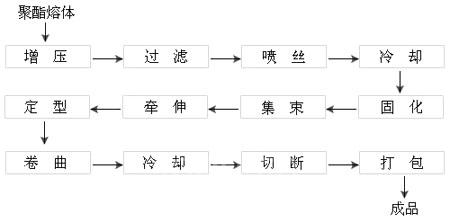
图1 聚酯短纤维装置工艺流程框图
三、控制系统总体设计及实现方法
3.1总体设计
本改造项目的WebField ECS-100控制系统由四个操作站、一个工程师站、一个历史数据站、四个控制站、八个继电器柜和一套过程控制网络组成,前纺西区控制中心与聚酯中心TDC-3000控制系统采用OPC方式进行双向数据通讯,同时将ECS-100 控制系统信息网与厂用MIS网通过防火墙进行数据传送,达到了实时监视与管理的目的,各个控制点采用光缆连接。本项目控制系统配置图如图2所示。
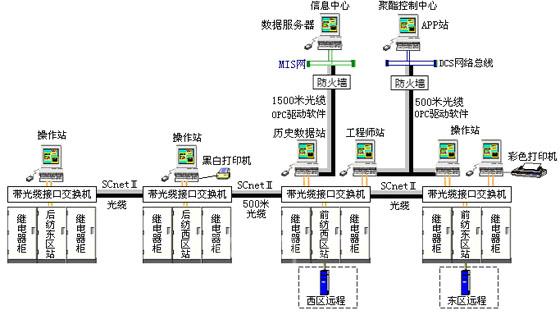
图2 聚酯短纤维WebField ECS-100控制系统配置图
3.2异构系统互连
由于工艺操作和控制的需要,聚酯控制中心Honeywell TDC-3000控制系统与前纺控制中心ECS-100控制系统双方各有部分关键数据需要参与操作和控制,双方通过厂里的信息管理网连接,采用OPC方式实现双向数据通讯, ECS-100控制系统两台操作站作为OPC客户端与TDC- 3000控制系统的OPC服务器连接,实时刷新周期设置为2秒,采用病毒防火墙以防止病毒入侵。
为了满足企业信息化的要求,需要将ECS-100控制系统信息单向传送到厂内信息网,ECS-100系统采用OPC方式通过防火墙单向地与公司MIS 网进行联接,在历史数据站中通过实时数据库每5秒钟分批将部分重要参数向MIS网中服务器的SQL Server数据库中写入数据。 WebField ECS-100控制系统与异构系统互连结构图如图3所示。

图3 ECS-100与异构系统互连结构图
3.3全面实用自动化
前纺工段属于高温、高压、高粘度的工业生产环境,需要采取对生产装置和人身安全的保护措施,设计时对自动化设备选择与控制方案设计需要考虑对意外事件的快速反应速度、可靠联锁动作以及有效解决方案,从而保证生产过程的安全。主要采取的措施有:(1)控制系统与现场设备之间的开关量输入信号DI和输出信号DO均采用继电器进行隔离;(2)控制系统的主控卡、数据转发卡、关键卡件、系统电源、网络、系统供电等采用双重冗余措施;(3)在加热温度控制采用专用逻辑模块控制,先报警提示,后停止加热;(4)报警采用分布式报警管理系统,根据工艺和安全要求,前纺分为5个报警区、后纺分为2个报警区,不同的报警区采用不同的报警声音;(5)在软件设计方面,对操作参数和操作行为、操作方式进行了操作行为限制和屏蔽操作界面的设计,即不同级别的操作人员对应不同的操作界面并进行不同的动作;(6)除了常规的日报表、班报表、实时工艺参数报表外,需要新增生产管理软件(小时平均值评估软件、换桶修板管理软件、实时数据查询管理软件)和系统维护软件(紧急数据恢复软件)。
本装置检测点多,实际使用点数为2252点(系统规模如表1所示),现场仪表设备多,检测变送测量装置430台、气动调节阀260台、受控电气设备 210台;自控程度高,控制回路共有280个,以常规控制为主,复杂控制有增压泵压力选择控制、大量的专用逻辑控制模块对电加热器进行控制。
表1聚酯短纤维装置I/O表

3.4主要控制方案实现
聚酯短纤维纺丝装置的控制回路共有280个,以常规控制为主,复杂控制有增压泵压力选择控制、大量的专用逻辑控制模块对电加热器进行控制。除公用工程外, 8条生产线是相似的,其控制要求也是相同的。
主要常规控制回路有:空调送风湿度控制;空调新风、汽相锅炉温度控制及联锁、一/二次热媒、油剂浴槽、牵伸水浴槽、卷曲机热水槽、蒸汽加热箱温度控制;卷曲机热水槽液位控制;空调主风道、膨胀槽、闪蒸罐、三牵加热蒸汽、紧张定型加热蒸汽压力控制;
专用逻辑控制模块:前纺的增压泵加热、过滤器加热、组件预热炉加热、后纺叠丝机电加热的温度控制要求是相同的,即温度降至低报值时则开始加热升温、温度升温至高报值时则停止加热;高报与低报不参与报警,高高报则需要报警提示;两种操作方式:手动/自动操作;温度控制采用两个开关量输出(升温-常开触点、降温-常闭触点)连接至电气回路进行控制。
加热器温度控制采用专用逻辑控制模块,一次编程,多次使用的自定义模块,如图4所示。
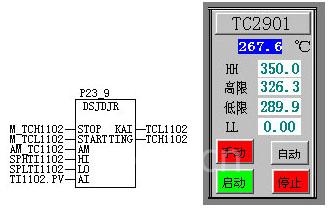
图4 专用逻辑模块及操作面板
增压泵压力选择控制:聚酯输送过来的熔体增压后,均匀、恒量喷射至喷丝孔,才能保证产品质量和产量,为了适应不同的工况,需要在两个静态混合器设立控制点。控制要求:必须保证增压泵压力运行稳定;根据工艺需要,可自由选择增压泵压力进行控制;控制回路选择必须无扰动切换。
根据工艺要求进行选择以及不同控制回路针对不同的工况,其PID设定参数的不同,采用两个自定义回路进行输出选择控制,采取无扰动切换措施,如图5所示:

图5 增压泵压力选择控制程序图
四、总结
本项目自2005年10月投运以来,不仅控制系统运行良好,通讯流畅,自动控制投运率高(在95%以上),而且解决了以往的一直困扰工艺和维护人员的大量难题,如避免了以前受趋势数量和记录时间限制的困扰;为工艺开发、优化生产工艺和事故调查提供了非常直观的依据; 实时的、客观的记录了工艺量化考核指标,为工艺参数提供了理论基础和分析方法; 解决了多年来困扰仪表维护人员关于组件压力频繁波动的难题;同时提高了仪表维护人员维护水平、企业管理水平。
总之,由于该控制系统功能齐全、技术先进、安全可靠、使用方便、故障率较低、性/价比高,为企业节约了大量的资金,创造了很好的经济效益和社会效益。
(转载)

