
摘 要(Abstract) 本文概述了机器视觉的市场前景,比较了PC式视觉系统与嵌入式视觉系统在检测速度、测量精度等指标上的优劣,并重点介绍了基于PC的机器视觉系统的设计方法,包括光源、镜头、摄像机、图像采集卡等的选用以及视觉软件的设计方法。文章还列举了几个基于PC的机器视觉的成功应用案例。
1 引言
机器视觉是利用光电成像系统采集被控目标的图像,经计算机或专用的图像处理模块进行数字处理,根据图像的像素分布、亮度和颜色等信息,进行尺寸、形状、颜色等的识别。这样,就把计算机的快速性、可重复性,与人眼视觉的高度智能化和抽象能力相结合,大大提高了生产的柔性和自动化程度。
对于机器视觉的研究应用,日本、德国和美国等发达国家早在上世纪六十年代就开始了。到上世纪九十年代,随着光电子技术和计算机技术的发展,机器视觉已取得了广泛的应用,其市场潜力十分巨大。在1984年,西欧的工业视觉系统的销售总额达到589万美元,到1989达到近4320万美元。而在美国,1984年的视觉系统销售总额达到6000万美元,到1994元近12亿美元。在日本,2000年机器视觉市场为300~400亿日元。另据“视觉系统国际公司”的一份市场调研报告显示:1999-2004 年北美的机器视觉市场规模从16.8亿美元增长到19亿美元(年增长率为12.4%)。从上述数据可以看出机器视觉技术发展之快,市场之大。国内的机器视觉发展较发达国家晚,目前尚属概念导入期,但其市场潜力不可忽视。由于中国正成为“世界工厂”,与制造活动密切相关的机器视觉技术正逐步被商家认可和接受。而且在中国,机器视觉行业还是刚刚起步,相对其它行业来说竞争还不是很激烈。所以,谁占了市场先机谁就赢得了主动权。相信再过几年,中国将会成为全球继北美、欧洲与日本后的第4大机器视觉市场。
2 两类视觉系统的比较
从组成结构来分类,典型的机器视觉系统可分为两大类:PC式或称板卡式机器视觉系统(PC-Based Vision System),以及嵌入式机器视觉系统,亦称“智能相机”(Smart Camera)或“视觉传感器”(Vision Sensor)。PC式视觉系统是一种基于个人计算机(PC)的视觉系统,一般由光源、光学镜头、CCD或CMOS相机、图像采集卡、图像处理软件以及一台PC机构成。基于PC的机器视觉应用系统尺寸较大、结构复杂,开发周期较长,但可达到理想的精度及速度,能实现较为复杂的系统功能。另一类是嵌入式视觉系统,嵌入式视觉系统具有易学、易用、易维护、易安装等特点,可在短期内构建起可靠而有效的机器视觉系统,从而极大的提高了应用系统的开发速度。表一列出了两类视觉系统在检测速度、测量精度等指标上的优劣对比【1】。
表1:嵌入式视觉系统与PC式视觉系统的优劣对比
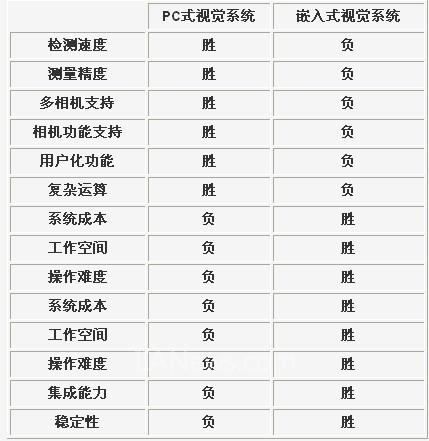
PC式视觉系统 嵌入式视觉系统业界人士指出,目前在中国使用简便的智能视觉传感器占了机器视觉系统市场60%左右的市场份额。由PC式视觉系统在整体成本、灵活性、用户化界面、速度以及精度等方面的优势,笔者认为接下来的2~5年,在中国市场上PC式视觉系统将与嵌入式视觉系统平分秋色。
3 PC式视觉系统的设计
3.1光源、镜头、CCD和图像采集卡的选用
光源、镜头、CCD和图像采集卡作为视觉系统成像部分[2],正确的选用是后续处理的必要条件,成像的质量直接影响到视觉软件处理和分析部分,最终影响机器视觉系统工作的准确性。业内有句名言“Garbage in,Garbage out”,即如果输入的图像是一幅不理想的图,则输出的分析结果也好不到哪里去,因为软件的处理并不能将一幅低质量的图像变得更好,所以,成像的质量是视觉系统的首要前提。为了获取理想的图像,必须有效地选取成像系统部件,如光源、镜头、摄像头以及图像采集卡。根据笔者的大量实践,成像的好坏往往决定了一套视觉应用系统的成败。 有时候就是因为选用了价格过于低廉的产品,忽视了一些关键技术指标,使得系统集成走了太多的弯路。 视觉系统是一个复杂而又敏感的系统,应用机器视觉技术解决实际问题时,应尽量使系统的输入部分受外界的影响以及硬件调节的限制减至最小,这就得选择专业适用的成像设备,以获得质量较佳的图像。
3.2应用软件的设计
作为PC式机器视觉系统的重要组成部分,视觉软件主要通过对图像的分析、处理和识别,实现对特定目标特征的处理。专业的视觉软件能实现图像中目标的高精度定位,从而提高了系统的精度。由于开发一款功能强大的视觉底层软件,需要有专业的开发人员,而且还需要有足够长的开发周期。所以,作为一个系统集成商来说,开发视觉项目,从商业的角度来看,笔者认为其工作重心应放在应用层面的开发上,不应混淆底层开发和应用层开发的区别。也就是说,根据项目的要求,合理选择一款合适的商用视觉软件包,在最短的时间内,完成所承接的项目,创造最快的效益。 虽然从表面上看,自行开发底层视觉软件能节约成本,但由于开发视觉底层软件需要周期长,而且自行开发的软件在性能上,难于达到由专业人员所开发的效果,以至于开发出来的视觉系统不能满足预期的技术指标,最终难以使视觉产品走上商品化。所以,从综合成本考虑,建议系统集成商在从事视觉项目时,选择一款专业的视觉软件。
市面上合用的商业视觉软件包也有许多,性能、价格等相差较大。选择一款适合项目需要的机器视觉二次开发包时,应从视觉软件能达到的精度、速度、鲁棒性 、硬件的要求(是否与图像采集卡相配)、编程的难易程度和价格等方面来综合考虑。
通常开发一套PC-Based视觉应用软件系统可分为以下几个步骤:
* 首先在PC机上安装Windows 2000(推荐),VB或VC++,一个图像采集卡和一套视觉软件(SDK或称二次开发包);
* 然后运行视觉软件包中的自动标定工具对像机进行标定;
* 标定完成以后,调用软件包中的自动试教模板编辑器生成对象模板,再对目标进行定位,实现视觉定位功能;
* 如果项目需要测量或检测时,可以加上基于模板的测量或检测工具;
* 在软件与外部设备的通讯方面,视觉软件包一般都提供了丰富的接口资源,只要写几行VB/VC++代码,就能将控制与视觉软件包连接上,这样就打通了与外部设备(如I/O卡等)的通讯功能。
4 采用PC式视觉系统的成熟案例分析
近几十年来,由于视觉系统的非接触、速度快、精度合适等突出的优点,机器视觉技术得到了广泛的应用,取得了巨大的经济与社会效益。现结合笔者的实践,介绍三个典型的PC式视觉系统的案例。
4.1 客户定制的非接触式、高精度视觉测量系统
该项目是利用机器视觉技术,对某OEM客户生产的硬盘驱动架上最前端的小孔进行高精度尺寸测量[3]。传统的测量手段,如卡尺、量规和万能工具显微镜等传统的工具采用的是接触性方式,往往对工件表面造成损坏,所以开发一款非接触式的视觉系统以解决高精度测量问题非常必要。 在这个项目中,我们要测量的对象为硬盘驱动架最前端的小孔。该驱动架为三指片,所以要对上下两个Φ0.1084±0.0001 in 的小孔进行测量。其技术要求要达到重复精度为1~2微米,重复性指标GRnR应不大于10%,与CMM(三坐标测量机)的相关性要达到80%。
为了能提高测量的效率,采用了双通道双摄像头实现了异步测量硬盘驱动架上下两尾孔。该项目的台架和气动夹具设计是经过了大量的实验而最终确定的。我们所采用的开发包是Adept Hexsight视觉开发包,其精度能达到1/40亚象素的位置重复精度和0.01度旋转重复精度。在该项目中,首先是选一个标准的图作为模板,模板选取以后,采用Hexsight的卡尺(Caliper)工具,在模板上逐个做八个卡尺,为每个卡尺输入小孔的直径数据。然后用已做好的标准模板,在要测的对象中进行定位和测量,实现典型的视觉测量。其结果与CMM做了相关性测试,重复性GRnR<8%,相关性达到90%以上,结果完全达到了客户的要求。该视觉系统成功地实现了对小孔高精度、非接触式的测量目的。且该系统原理简单,操作方便,用户界面友好,普通技术人员很快就能掌握并操作。

图1: 非接触式、高精度视觉测量系统 (深圳市视觉龙科技有限公司友情提供)
4.2 带视觉功能的COG(Chip On Glass)预压对位机
随着电子制造业的飞速发展,传统的电子封装设备已不能满足现有的要求。由于传统的技术采用的是机械式定位,其定位速度慢、精度不高等缺点,严重影响电子行业的发展。现采用视觉定位系统,使得这些设备更灵活、更自主地适应所处的环境,以满足柔性生产,提高了生产效率。图2为一台带视觉功能的COG装置,本装置能实现将IC对位预压在LCD或FPC(软性线路板)上,该系统的视觉部分采用了Adept HexSight的几何特征定位器(locator),定位精度到 0.05mm,定位速度在30ms以内,该定位器在光线变化、图像覆盖、背景凌乱、对比度突变等条件下均能获得十分稳定的效果,且对于对象相对于模板的缩放比例(Scale)和旋转(Rotation)均能准确快速地识别。

图 2 COG IC对位装置 (深圳市视觉龙科技有限公司友情提供)
4.3 全自动视觉定位商标切割机
随着纺织刺绣、商标业不断的发展,其技术要求越来越高,传统的定位方式已难以胜任切割精度高、速度快的要求。为了解决纺织刺绣、商标等商品切割的实际问题,在原有切割机的基础上,安装一套视觉系统,并结合目前最高端的DSP 技术,完成全自动视觉定位切割功能。图3为一款全自动视觉定位商标切割机,其切割速度能达到40,000mm/min,定位精度能达到<0.01mm。该机也是采用了PC式的视觉系统,与运动控制有机集成在一起。在该系统内,视觉软件包的运算速度以及坐标定位的亚象素(sub-pixel)技术是该机达到上述性能指标的重要保证,同时HexSight还能输出匹配实例(Instance)相对于标准模板的缩放比例(Scale),这点对于布匹切割的实时补偿尤为关键。

图3 SM-963型全自动摄像定位商标切割机(东莞粤铭激光有限公司友情提供)
5 总结
上面几个视觉系统已经在工厂内投入运行,至今一直运行良好,稳定。从上述对几个案例分析来看,我们不难发现,作为一个系统集成商,开发一款PC式的视觉系统,最佳捷径首先还是选择一款专业的视觉软件包,这样可以提高产品的整体性能和缩短项目开发周期。
参考文献:
[1] 杨崴,丁少华。 PC式视觉系统与嵌入式视觉系统的比较。
[2] <<CCD&CMOS图像和机器视觉产品手册>>
[3] <<Hexsigh 用户手册 >>
(转载)

