
一、前言
纸和纸板是人类文化与信息的重要载体,它的消费水平是衡量一个国家现代化水平和文明建设的重要标志。因此造纸工业的发展水平也直接反映一个国家的国民经济和文明建设的水平。
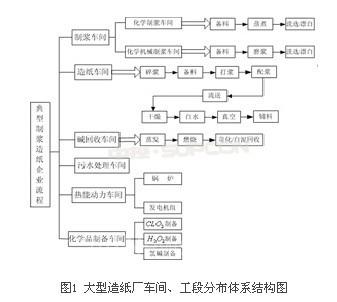
在造纸行业,中控有着完善的解决方案,丰富的工程实施经验。目前中控的控制系统已广泛的应用于造纸行业各个工段,从备料、制浆、造纸、碱回收、污水处理到锅炉发电、化学品制备等。2004年浙大中控缅甸200吨/日竹浆造纸项目的成功实施,打破了国外公司对制浆造纸全线过程控制的垄断局面。
二、控制策略
造纸控制系统主要包括制浆过程、碱回收过程和造纸过程的控制。各个工段主要的控制策略如下:
1、制浆
制浆就是利用化学或机械的方法,或两者结合的方法,使植物纤维原料离解,变成本色纸浆或漂白纸浆的生产过程。制浆按制浆方法可分为:化学制浆、化学机械制浆、废纸制浆。本文仅针对化学制浆工艺的控制策略进行阐述。
化学制浆过程所属的蒸煮、洗涤、筛选、漂白工艺复杂,设备繁多,属于典型的轻化工流程工业。其过程控制特点是模拟量的控制及累积计量较多,控制对象具有强滞后特性,比如大容量蒸煮锅的温度、漂白PH值和漂后白度等。中控运用DCS强大的模拟量处理功能和先进的控制算法,成功的实现了制浆过程的难点控制,满足了制浆过程的控制要求。
(1)蒸煮
蒸煮过程主要是脱木素的过程。蒸煮是制浆过程中的一个重要环节,蒸煮粗浆的质量直接影响后续洗涤、筛选、漂白工序以及成纸的质量和工厂的效益。它分为间歇蒸煮和连续蒸煮两大类。

典型间歇立锅蒸煮过程中蒸煮温度对药液在原料中的渗透、蒸煮反应速率、纸浆质量和产量等方面都有明显的影响。为适应不同的原料和纸浆的质量的不同要求,立锅蒸煮过程中温度是按照预定的蒸煮曲线变化的。该曲线按照蒸煮的时间采用分段线性法的方法将控制过程分为:一段升温、小放汽、低压保温、二段升温、高压保温、喷放六段进行分段控制。由于蒸煮温度存在一定程度的滞后,使得蒸煮曲线控制时温度检测点的正确选取直接决定控制成功与否。中控选择了加热器出口的药液温度作为温度检测点,同时利用专家经验对其进行了可靠的补偿,取得了良好的温控效果。
在蒸煮过程中,压力控制的好坏直接影响温度的控制效果。中控对压力的控制采用了非线性调节规律—变增益PID自动控制的控制策略,在升、降压过程中,改变调节器的增益,使整个回路的增益依然保持不变,可以保证压力回路控制的稳定性。
DDS蒸煮过程属于典型的间歇批量生产过程。中控开发了批量配方管理专用软件包,并在聚氯乙烯、涂料、乳胶胶水等化工批量生产过程中已得到了成功的应用,可满足DDS蒸煮工程对批量控制的要求。
连续蒸煮
连续蒸煮按照“逆序(工艺流程)启动,顺序停机”的总体原则对工艺流程的各设备进行开/停机控制与严格的连锁保护。连续蒸煮管控制关键在于:
湿法配料控制:为了保证原料通过量及原料在计量汽蒸器停留的时间,计量汽蒸器的螺旋轴转速由变颇器调速,使得速度控制准确平滑。
蒸煮药液系统控制:蒸煮液流量采用比值控制,跟随双螺旋计量器速度变化。蒸煮液槽液位达到上限报警自动停碱液泵。
蒸煮管压力控制:由进汽调节阀控制实现。蒸煮管压力必须设定联锁,压力高限报警时关闭进汽调节阀。
蒸煮管液位值控制:由两个出料冷喷放阀调节控制。任一喷放阀皆可实现卸料器内液位自动控制。当液位持续不降时,备用调节阀排放浆料。
(2)洗选
蒸煮后浆料必须经过洗涤、筛选和净化等一系列物理化学处理过程,以除去蒸煮粗浆中含有的蒸煮废液和部分粗渣、泥沙等杂质。典型洗涤设备多段真空洗浆机采用逆流洗涤,主要通过调节与控制上浆浓度、进出浆和稀释水流量、排渣量等,使洗涤系统在满足工艺约束条件下运行在最优状态。筛选净化过程则需要对以下参数:进浆浓度、进浆流量、内部稀释水量、排渣量、进浆、良浆压差进行控制。
(3)漂白
为了适应成纸的白度要求,本色浆(黑浆)必须通过加入化学药品进行漂白。漂白过程是一个连续的化学反应过程,主要通过控制反应时间、反应温度、反应浓度,来获得提高漂白质量白度与减少对纤维的降解之间的平衡。

2、碱回收
碱回收包括黑液提取、蒸发、燃烧、苛化、石灰回收等过程。
(1)蒸发
蒸发是把化学制浆过程中分离出来的黑色低浓废液(固形物含量10%左右)通过蒸发的方法浓缩成符合燃烧要求的浓黑液(固形物含量为50%左右)。
为保证后续燃烧过程的稳定生产,延长设备的清洗周期,以黑液浓度和流量为中心对黑液多效蒸发过程实行有效的自动控制:由于蒸发过程工艺特点复杂并具有非线性、强耦合、大滞后的双输入双输出对象特性,因此采用前馈+反馈预测控制算法,降低对模型依赖性并实现对蒸发过程的在线滚动优化控制;黑液蒸发过程会逐渐使设备、管道结垢因此当热效率降低到一定程度后必须进行水洗或酸洗除垢才能重新工作。系统从蒸发静态模型出发,采用软测量技术间接预测蒸发器的传热系数预报清洗时间。
(2)燃烧
蒸发过程浓缩后的黑液送到燃烧过程的直接接触蒸发器中,利用烟气和余热进一步把浓黑液浓缩供燃烧。
中控在实现了对黑液系统、燃烧系统、锅炉引风系统、给水和蒸汽系统、绿液余流等子系统自动控制的同时,并根据燃烧过程工艺特点,采取了以下优化控制策略:
在特殊燃烧过程数学模型基础上,开发了还原区温度自寻优控制策略,以自动寻找还原区优化温度为目标,控制燃烧炉底部进风量以获得最优回收率;
“黑炉”监控:“黑炉”是碱回收炉生产操作过程中一个特殊又具有很大危险性的故障,由于黑液燃烧的复杂性加之回收过程中形成的垫层,使黑液燃烧的正常与否与黑液的性质及其状态存在很大的关系,这些影响因素往往难以检测与控制,系统根据已知工艺参数,设计了一套“黑炉”检测、预报及消除控制方案,以保证碱回收炉正常运行。
(3)苛化和石灰回收
苛化过程是把绿液中的硫酸钠与石灰作用生成蒸煮所需的苛化纳,石灰回收过程的作用是把苛化过程中分离的白泥(碳酸钙)在高温下焙烧成石灰(氧化钙)供苛化过程回用,石灰回收过程的主要目的是在保证焙烧问题的条件下提高热效率、以最少的燃料消耗获得高质量的石灰,系统实现苛化和石灰回收自动控制。碳酸钙在转窑中进行煅烧,分解碳酸钙为氧化钙。控制对象主要为反应物加入量(绿液浓度和流量同石灰的比例加入量)、反应时间、反应温度;而转窑控制主要为白泥进料量和水分控制、燃油和空气调节、引风控制。

3、造纸过程
造纸由纸料制备和纸的抄造两大部分组成。纸料制备过程的几个工序包括浆板疏解、浆料的打浆、配浆、助剂填料添加过程等。纸的抄造包括上网前的处理(包括纸料的调量和稀释,净化和和筛选、除气、消除脉冲压力等过程。
(1) 打浆
打浆是纸浆通过机械作用以改变其物理特性的加工过程,需要控制的主要指标是打浆度。影响打浆度的因素很多,主要是打浆设备的形式以及定子与转子的刀间间距,纸浆的浓度和通过量等。从自动调节的角度出发,首先把纸浆的浓度和通过量固定下来,调节对打浆度影响最大的打浆设备的刀间距离,以稳定打浆度。
(2)配浆
配浆过程控制指不同的纸浆、填料、胶料、染料等添加物料,以一定的百分数配比形成混合浆,以适应抄造不同要求的纸种。配浆方式主要有连续和间歇两种。
连续
流量控制系统:浆料和添加物料的浓度在送到配比系统前已经调节稳定,设置流量控制系统调节进浆流量;
比值控制系统:把配料系统分为浆料配比和添加物料配比二段,在这两段过程中分别设置比值控制系统进行配比控制;
液位调节系统:通过调节混合浆池来浆总流量以控制纸机浆池液位。
间歇
几种浆料和添加物料在混合浆池中混合,由于浆池加入体积较大,使用混合池的液位法以计量加入量,采用顺序控制的方法控制各种配料用量,根据加入顺序发出信号开关各种物料调节阀。
(3)流送
把抄前浆池中的成浆经高位箱、上浆泵(或冲浆泵)、多段除砂、压力筛、流浆箱等均匀地喷向网部。成纸的均匀度取决于纤维在流浆箱中分散程度和流浆箱唇口喷浆均匀度。流浆箱是造纸机成型部的关键设备,它的控制质量直接影响到成纸的匀度、强度等质量指标。
气垫流浆箱的控制系统为双输入双输出系统,控制变量是总压和液位,由于这两个变量之间存在严重的关联(耦合),中控通过解耦算法可消除二个变量之间的关联,使系统在短时间内达到平衡。
流浆箱液位通过控制进浆流量来达到液位的稳定,总压通过变频器调节电机转速,控制进气量大小,来达到总压的稳定。流浆箱的浆网速比能自动适应纸机的不同网速并可根据纸机网速自动设定浆位,从而改善了纸的匀度,方便了操作。
三、典型业绩
下面是中控在造纸行业的典型项目清单:
|
典型用户 |
项目名称 |
|
缅甸第一工业部纸化局 |
200吨/日竹浆制浆车间蒸煮工段 |
|
缅甸第一工业部纸化局 |
200吨/日竹浆制浆车间洗选工段 |
|
缅甸第一工业部纸化局 |
200吨/日竹浆制浆车间氧脱工段 |
|
缅甸第一工业部纸化局 |
200吨/日竹浆制浆车间漂白工段 |
|
泰格林纸集团(永州)秀山纸业有限责任公司 |
15万吨/年精牛制浆洗选漂白工段DCS |
|
泰格林纸集团沅江纸业股份有限公司 |
ANDRITZ ECF漂白段控制系统 |
|
泰格林纸集团沅江纸业股份有限公司 |
ANDRITZ封闭筛选段控制系统 |
|
泰格林纸集团沅江纸业股份有限公司 |
ANDRITZ氧脱段控制系统 |
|
赤壁晨鸣纸业股份有限公司 |
蒸煮连蒸DCS改造项目 |
|
宁夏紫荆花纸业有限公司 |
洗选漂项目 |
|
宁夏紫金花纸业有限公司 |
5#生活用纸制浆蒸煮DCS |
|
四川长意浆粨有限公司 |
预浸化学工段DCS |
|
四川长意浆粨有限公司 |
蒸球工段DCS |
|
四川长意浆粨有限公司 |
漂洗工段DCS |
|
宜宾天原纸业股份有限公司 |
四抄车间间歇蒸煮控制系统 |
|
宜宾天原纸业股份有限公司 |
化学浆车间间歇蒸煮DCS系统 |
|
宜宾天原纸业股份有限公司 |
洗浆、筛选、漂白DCS系统 |
|
山东雅美纤维有限公司 |
5万吨/年棉浆粕DCS |
|
山东临清纸业集团银星纸制品有限公司 |
横管连蒸控制系统 |
|
衢州八达纸业有限公司 |
制浆车间DCS |
|
南京经伟纸业有限公司 |
5万吨/年APMP生产线DCS |
|
浙江富阳永泰纸业有限公司 |
120吨/日脱墨浆生产线DCS |
|
缅甸第一工业部纸化局 |
200吨/日竹浆碱回收蒸发工段 |
|
缅甸第一工业部纸化局 |
200吨/日竹浆碱回收燃烧工段 |
|
缅甸第一工业部纸化局 |
200吨/日竹浆碱回收苛化工段 |
|
缅甸第一工业部纸化局 |
200吨/日竹浆碱回收石灰工段 |
|
新疆博湖苇业公司 |
碱回收蒸发站DCS |
|
新疆博湖苇业公司 |
330tds/D碱回收项目燃烧工段 |
|
湖南雪丽纸业 |
150吨/日碱回收 |
|
牡丹江恒丰纸业股份有限公司 |
抄纸一分厂1号配浆DCS |
|
宜宾天原纸业股份有限公司 |
四抄车间7#机配浆DCS |
|
武汉晨鸣汉阳纸业股份有限公司 |
自动配浆DCS |
|
武汉晨鸣汉阳纸业股份有限公司 |
集中供浆DCS |
|
东莞市深联造纸有限公司 |
1#和4#纸机蒸汽系统DCS |
|
维达纸业(江门)有限公司 |
10万吨/年造纸DCS系统自控工程 |
|
缅甸第一工业部纸化局 |
200吨/日竹浆浆板纸车间 |
|
缅甸第一工业部纸化局二期 |
5吨/日包装纸纸机 |
|
缅甸第一工业部纸化局二期 |
50吨/日 2640mm文化用纸纸机 |
|
缅甸第一工业部纸化局二期 |
15吨/日 950mm铜版纸纸机 |
|
浙江仙鹤浙江仙鹤特种纸有限公司 |
11#纸机、12#特种纸机 |
|
浙江仙鹤特种纸有限公司 |
5#、6# 、7#特种纸机热泵系统DCS |
|
浙江凯恩特种纸有限公司 |
0475B1# 1740特种纸纸机DCS |
|
浙江凯恩特种纸有限公司 |
0475B2# 1740特种纸纸机DCS |
|
浙江凯恩特种纸有限公司 |
1# 1740电解电容纸机DCS |
|
浙江凯恩特种纸有限公司 |
2# 1740电解电容纸机DCS |
|
浙江富阳高阳纸业 |
年产5.1万吨牛皮卡纸 |
|
岳阳锋利纸业 |
2640/450文化纸机DCS |
|
临沂震元纸业有限公司 |
2640纸机改造工程 |
(转载)

