
新的物流装备技术,如机器人搬运系统、物料输送系统、AGV等在FMS生产系统中已得到广泛的应用。自动堆垛机作为高柔性化的物流技术装备在FMS生产系统中的应用也同样具有很好的前景。
随着如CIMS、精益生产、敏捷制造、网络化制造和虚拟制造等各种先进生产模式在制造企业的应用与发展,超精密度加工的工艺装备在制造系统中得到广泛应用,然而在制造工艺线路柔性化和制造管理柔性化方面却往往存在明显的滞后现象,使整个柔性制造系统的高灵活性、高适应性、高稳定性和高效性特征未能得到充分的体现。如何构建一个适应高效生产的FMS生产系统,并使其兼具柔性化生产线的高效性能,能够取得一定的经济效能,需要做出合理的布局和配置规划,应用开放式控制系统和规范化的接口,使FMS生产系统制造装备技术柔性化、工艺线路柔性化和生产管理柔性化三方面有机整体化。
合理布局和设备配置
如图所示,一个简单的FMS生产系统构架可由物料输送系统、自动堆垛机、货架存储系统和相应的CNC加工中心组成,需加工物料在物料输送接驳台、加工装备接驳台和存储货架三个物流节点间通过自动堆垛机的柔性化作业来实现流转。
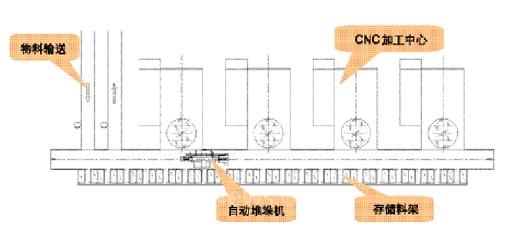
根据生产量的需求配置设备,配置相应数量的CNC加工中心、对应数量的自动堆垛机和工件存储货位,为了减少CNC加工设备因更换加工工件的闲置时间,在加工中心接驳台设置工件等待工位,当CNC加工中心完成一个工件加工送出加工完毕工件的同时,送入一个待加工工件。
清晰规范管理流程
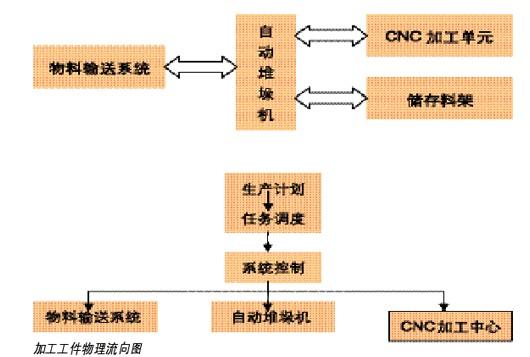
自动堆垛机是整个FMS生产系统中的中间环节,维系着物料输送系统、CNC加工单元和储存料架三个管理节点。
由生产调度人员根据机床的加工能力形成产品生产计划单,在计划单中包括加工生产的数量、毛坯原料的品种和数量,如果需要的毛坯原料不在存储料架上,及时通过物料输送系统向FMS生产系统补料,通过自动堆垛机把毛坯原料直接送入CNC加工单元,毛坯原料已在存储料架的,自动堆垛机直接从料架上取料后送入CNC加工单元。正常情况下生产计划是按CNC加工单元中已存的加工程序分配加工生产任务。
形成普通级别生产任务下达后,设备调度系统将根据下发的生产任务的时间顺序,指挥设备操作。
一个生产计划对应一个CNC加工中心,经过一个CNC加工中心加工的工件作为该加工单元的成品入库。异常情况下(如设备故障),把该加工中心正在作业的生产任务中断,把已加工的半成品退出,管理系统发现设备异常后,查询其他能够加工这个任务的设备的状态,如果状态忙,则把该工件自动转入储存货位存储,如有相同加工设备空闲,则把该半成品转入到空闲的加工位继续加工。
应用自动化技术
作为系统中的重要设备,自动堆垛机功能的实现主要基于先进的自动化技术与计算机技术的运用。自动控制系统是FMS生产系统的核心部分之一,它直接决定了FMS生产系统能否正常运行。
系统中待加工工件的管理通过存储货位编码和待加工工件编码的对应关系实现待加工工件的识别及存取。
在系统的实际作业过程中,需要对作业信息及运行设备的状况进行监视和管理。监视调度系统根据主机系统的作业命令,按生产工序、作业设备间的合理配合等原则对作业的先后顺序进行优化,并将优化后的作业命令通过控制系统发送给各作业设备,对作业进程进行实时监控。监控系统可以对机械设备的位置、动作、状态、加工工件及运行故障等信息进行实时跟踪、查询和报警,以便操作人员对现场情况进行监视和控制,并可通过操作台上的控制开关或键盘对设备进行紧急操作。
计算机管理系统(主机系统)是系统的核心,管理系统的主要功能是对生产系统中作业的全过程进行最有效的控制,并对数据进行统计分析,以便能使操作者第一时间发现问题,采取相应的措施,最大限度地降低加工设备的闲置率,提高系统设备的得用率,并保持系统运行的稳定性、安全性和可靠性。
(转载)

