
摘要:本文主要以徐州卷烟厂“十五”后期技术改造工程糖香料厨房系统为例,描述了西门子自动控制元器件尤其是集成化称重技术在香料厨房中的成功应用
关键词:集成化称重、稳定、实时性、SIWAREX模块
0 引言
徐州卷烟厂“十五”后期技术改造工程糖香料厨房系统,要求对配置的95种糖香料按配方要求定量出料,配置准确度为±1%。该工程于2007年12月份通过验收,各项性能指标均达到规定要求。
1,系统简介
糖香料配置区原料罐分布如图1所示。系统要求对95只糖、香原料罐采用悬浮式静态称重方式检测罐内料液重量和料液配制计量。每只原料罐下部均装有称重传感器,通过西门子称重模块将传感器毫伏信号转换为数字信号,即在上位机电脑监画面上直接显示出每罐料液实时的变化重量,该变化的重量数值直接参与控制,实时性大大提高。
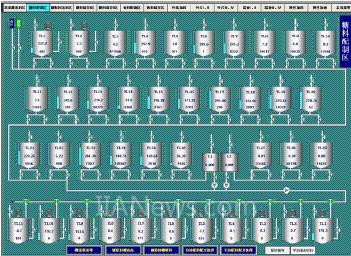
图1:糖料配制区原料罐分布图
糖香料配置监控界面如图2所示。系统接收上级生产管理部门下发的生产任务通知单或由本地监控机人工录入的生产任务单(生产任务单包括单班生产牌号和产量等信息),并根据储存发射层相应成品糖(香)的储存情况,自动分解出所需配制料液的牌号、重量,然后再根据配方和原料储存罐中料液的储存量提供所需补充的原料名称和需求量,提醒操作人员实时补充。操作人员补充完相应原料后,选定调制罐,系统自动检索配方数据库中对应牌号的配方参数计算出所需各原料的重量,然后中央控制器(PLC)通过检测到的原料罐内原料的实时重量控制参与配制时各个原料罐的出料阀的开闭,达到控制出料量的目的。

图2:香料配制监控画面
配料误差显示界面如图3所示。各种原料通过配料总管由气动膈膜抽吸至调制罐,待所有原料配比结束后监控画面弹出配料结束提示,并提醒操作人员进行下一步的调制过程,同时对配料总管进行吹扫清洗。

图3:配料结束配料误差显示画面
2 控制系统构成
2.1 控制系统概述
本控制系统设主控制站1个,由1门威图公司的双开门柜构成,柜内装有低压配电器件,所用西门子主要控制器件介绍:主程序控制器(PLC)采用西门子S7-400PLC(型号6ES7 416-2XK04-OABO),EtherNet网络模块(型号6GK7 443-1EX40-0XE0 V2.4)PS407电源模块(型号6ES7 407-0KA01-0AA0)各1个,通过4个网络交换机(型号SCALANCE X-400)及总线电缆带26个ProfiNet节点模块(6ES7 151-3AA00-0AB0),其中罐液重量显示的有95块电子称重模块SIWAREX CS(7MH4910-0AA01)。另外还带27块电机模板(3RK1 301-1BB00-0AA2),28台FC变频器(6SL 3225-0SE22-2UA0)165块I/O输入、输出模块,9块触幕屏等器件控制着27台电机定速转动、28台电机变速转动、95只罐重量显示、60只罐温度显示、9个加香加料点的加料精度控制、620只阀门按指令要求实现开启与关闭。
26个I/O箱,现场各加香加料点的I/O子站就近通过ProfiNet连接至该段的主控制站上(各主控站给每个对应的加香加料现场I/O子站预留一个RJ45的以太网接口),通过iMAP软件将这些加香加料现场子站箱的I/O点映射为糖香料厨房PLC的变量,并且由于车间级的ProfiNet使用100Mbit/s环形光纤冗余作为ProfiNet主干网传输介质,非常稳定、可靠和实时。PLC通过ProfiNet实现对现场的控制、数据采集、报警和连锁等功能以及设备控制层与车间级监控管理层的数据交换。对于电机的变速转动,由西门子FC系列新型变频器控制搅拌器的转速来实现。这些变频器直接与ProfiNet总线相连,接受PLC指令程序控制。对于各罐温度显示用传感器、各阀动作控制用的阀阀岛等智能元件、本地开关等传感器信号仍然直接连上SIEMENS-ET200S模块,并通过Profibus-DP总线接口与PLC实现通讯。
2.2 称重模块箱简介
称重模块箱配置清单如表1所示。95块SIWAREX CS称重模块分布在5个I/O子站箱(D501-116~D501-120),每个子站箱通过ET200S扩展装有19块SIWAREX CS称重模块(每个ET200S ProfiNet型最多可扩展31个SIWAREX CS电子称重模块)。每个子站直接接入网络交换机,进而通过ProfiNet网络直接接入PLC中。详见图4:称重模块箱配置图,表1:称重模块箱配置清单。

图4:称重模块箱配置图

表1:称重模块箱配置清单
3 控制系统的功能
3.1 控制范围
1)糖、香料的配制,要求配配制误差<1%;2)糖香料的现场施加,要求配加料误差<0.5%;3) 糖香料厨房内成品糖、香料向各个现场生产点的发送和回收;4)各蒸汽加热罐的温度控制;5)所有称重传感器的校准,即具有校准、清零、去皮功能;6)糖香料厨房系统的数据管理;7)糖香料厨房和其它部门的信息交换。
3.2 称重模块调试
SIWAREX CS称重模块的调试有两条途径,一种是通过STEP 7直接编程校称,另一种是通过调试软件SIWATOOL CS软件校称。本例以SIWATOOL CS软件为例进行简述:
1) 调试时首先打开笔记本电脑,双击 SIWATOOL CS调秤软件图标,选定所需调整的罐代号,即可进入下图调整画面。
2 ) 调零。调零时只需点击“Adjustment zero valid(3)”按钮,再点击“Send”按钮即可完成各煮料罐、储存罐零点的调整。
3)量程调整:主要在调秤软件DR3界面内进行(Adjustment parameter)。在“1”中输入校准砝码的重量后,点击“Adjustment weight 1 valid(4)”按钮,然后再点击“Send”按钮即可完成整台秤的标定工作。
4) 理论标定:此电子模块也支持免砝码标定。某些料罐不具备标准砝码的条件下,可以通过DR3界面内的“.”选项,输入传感器铭牌上的特征值及补偿值等,即可实现量程调整。
4 系统特点
在徐州卷烟厂的糖香料厨房中,应用了西门子自动控制元件尤其是集成化称重技术,与以前采用的传统差压变送器计量方式相比,具有以下优点:
1)抗干扰能力强,A/D转换在称重模块内部一次完成,不受外部干扰,通常方式要经过变送器和模拟量模块两级转换,容易受外部干扰;
2)转换精度高。此称重模块的转换位数为16位,普通模拟量模块的转换位数为12~15位;
3)稳定性高。根据我们以往的使用效果看,重量变送器稳定性不如称重模块好,“零点漂移”大;
4)高测量速度,实时性好。称重模块的的测量速度为50Hz,并且因为直接连接在ProfiNet网络中,具有非常高的实时性。
5)操作简单。称重模块使用SIMATIC管理器的标准化配置,可以通过STEP 7程序读写称重模块的信息,因此所有对传感器进行的“零点校准”、“量程校准”、“去皮”、“清零”等功能都可以通过程序自动执行,操作人员只需在监控机上通过简单的按钮操作即可方便的完成,而如果是用传统变送器的方式,则会很烦琐且校准精度得不到保证。
6)SIWAREX CS称重模块具有自诊断功能,可实时检测称重传感器的状态及称重模块的自身状态。
7)可在1、2类防爆区域中使用,本身具有EX防爆认证。
5 结束语
糖香料厨房配料系统全部采用西门子先进的集成化称重技术。集成不仅仅提高了控制精度和系统的稳定性,而且也提高了整个配料系统的自动化水平。项目运行至今,维护量极少,管理操作非常方便,这得到最终用户及我司的充分肯定。并且,我们在其他很多项目中都成功采用了SIWAREX集成化称重技术。
(转载)

