
导语:现代复杂的工业生产过程,通过实施先进控制,可以大大提高工业生产过程操作和控制的稳定性,改善工业生产过程的动态性能,减少关键变量的运行波动幅度,使其更接近于优化目标值,从而将工业生产过程推向更接近装置约束边界条件下运行,最终达到增强工业生产过程的稳定性和安全性,保证产品质量的均匀性,提高目标产品的收率,提高生产装置的处理能力,降低生产过程运行成本以及减少环境污染等目的。
所谓先进控制技术(Advanced Process Control,APC),是对那些不同于常规单回路控制,并比常规PID控制有更好控制效果的控制策略的统称,主要包括过程建模方法和软测量技术;基于模型控制的三种方法,即内模控制、模型预测控制和预测函数控制,以及智能控制方法,包括模糊控制、神经网络控制和专家控制;计算机集成控制。其设计思想是以多变量预估为核心, 采用过程模型预测未来时刻的输出, 用对象的实际输出与模型预测输出的差值修正过程模型, 从而把若干个要控制的变量控制在一个希望的工控点上, 把装置整体推向最佳状态。
近年来,世界上许多著名科研机构和公司致力于APC的研究开发和应用。许多基于多变量模型预估控制技术的APC已经工程化并得到广泛应用。催化裂化装置实施APC的效益是最高的,其次还有加氢裂化装置、常减压装置和油品调和。其中催化裂化装置采用APC的套数最多,效益最好。
目前先进控制技术不但在理论上不断推出新的成果, 而且在实际生产应用中也取得了令人瞩目的成绩。现在国内外已有很多优秀的先控产品供我们选择:如Honeywell 高技术执行部的PC ( Profit Cont roller) ;ABB 代理的STAR ;横河代理的SMOC; FOXBORO 的Connoisseur ;ASPEN 的DMC、浙江中控的APC-Adcon;洛阳石化工程公司开发的反应热先控技术以及石油大学的机理建模技术都各具特色,归结起来建模原理都大同小异,基本上分为机理建模和采用系统辨识理论测试建模两种, 并且在实践应用中都取得了良好的经济效果。
大庆石化先进控制技术实现二氧化硫减排创效
项目:目前全国近百套硫黄回收装置,用于回收石化工业污水中的硫和氨等有害物质。但此前因污水中硫含量波动量大面宽,且为人工操控,装置气风比难以稳定,二氧化硫超标排放现象比较普遍。由大庆开发区华创电子有限公司与大庆石化公司炼油厂共同研发的先进控制系统,采用复杂控制策略的压力控制器和气风比控制器,对酸性气分液罐压力和气风比实施复杂控制。它利用DCS系统中的OPC,实现复杂控制器和DCS之间的数据交换。复杂控制器从DCS中接收过程参数,经过运算得到控制数据,输送给DCS,再由DCS实现对工程的控制。压力控制器以适当的速度跟踪分液罐进料量,调节进制硫燃烧炉的酸性气流量。气风比控制器控制进入制硫燃烧炉的风量,使三级冷凝冷却器出口过程气中的H2S与SO2的比值达到2∶1,并进行自动调整控制。
点评:这套先进控制技术于一年前首次应用于大庆炼油厂1800吨/年硫黄回收装置,一年来的运行结果表明,可将二氧化硫浓度由过去的1000毫克/立方米降至目前的600毫克/立方米左右,排空烟气二氧化硫含量指标只相当于项目实施前的13.5%,每年可减少二氧化硫排放量336吨,节约环保排放费用21万元;同时,还可增产硫黄168吨/年,年节约处理部分循环酸性气的0.8兆帕、蒸气约9000吨,提高经济效益上百万元。
锦州石化先进控制技术实现装置优化操作
项目:在焦化装置看到,原来对分馏塔平稳生产影响较大的暖塔、小吹汽和大吹汽等过程事件,现在只需要通过计算机先进控制程序对焦炭塔塔底温度变化进行实时判断,就可以自动完成操作切换。该套先进控制系统采用浙大中控公司先控技术,主要应用于脱丙烷塔T-201、异丁烯塔T-202和丙烯精制塔T-302等5个生产单元。
点评:应用先进控制系统后,不仅提高了装置分离能力,还实现了对高附加值产品卡边优化。丙烯精制单元通过实现对丙烯和丙烷之间切割,在保证产品质量合格的前提下,提高了丙烯收率,按装置年处理20万吨原料计算,每年可增加效益240余万元。
先进控制技术在大型甲醇装置中的应用
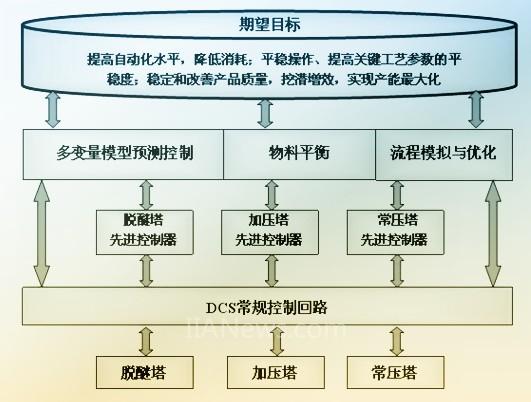
项目:以天然气为原料的10万吨/年甲醇装置,采用蒸汽转化、低压合成、三塔精馏生产工艺流程。原料天然气经过脱硫、蒸汽转化和甲醇低压合成等工艺单元制备成粗甲醇后进入甲醇精馏工艺单元。因合成得到的粗甲醇除含水外,还含有不同数量的多种杂质,必须将这些杂质除去,才能获得符合产品标准要求的甲醇产品。甲醇装置精馏单元先进控制器采用一个大APC-Adcon控制器,其中包括脱醚塔子控制器、加压塔子控制器、常压塔子控制器,子控制器的内部模型由各精馏塔实验测试、数据采集、模型辨识和验证等环节获得,控制器设计则根据各精馏塔的特点及工艺要求,考虑各种约束条件来选择被控变量、操纵变量和扰动变量的相关控制结构与参数,并通过大量闭环仿真的检验。
点评:先进控制系统大大提高了生产过程主要工艺参数的平稳性,标准差平均降低50%以上,统一了操作方法,降低了操作人员的劳动强度,大大减少了人工调节时的不及时和不一致。
中控先进控制技术在有机硅行业取得成功
项目:新安化工6万吨/年有机硅装置精馏单元先进控制系统项目。中控先进控制系统顺利完成了先进控制系统设计、投运、试运行和连续考核运行等各项任务,并达到了项目各项技术指标。
点评:该系统自2009年1月正式投运以来,经过初步测定,显著提高一甲、二甲产品的优级品率,降低了精馏单元的蒸汽消耗,实现了生产过程的操作优化,取得显著的经济效益和社会效益。该项目的顺利验收,也标志着中控在有机硅行业先进控制应用方面取得了重要突破。
高鲁棒性先进控制技术首用加氢裂化装置
项目:大庆石化公司炼油厂120万吨/年加氢裂化装置。由北京信广华科技有限公司针对国内加氢裂化装置分馏加热炉出口温度高而“量身定做”的高鲁棒性先进控制技术,主要包括采用高鲁棒性先进控制技术的液位及流量变化率控制器和炉温控制器。这套先进控制系统有三个特点,一是改善了分馏加热炉出口温度的控制条件,二是减小了分馏加热炉四路出口温度的偏差,三是对分馏加热炉的出口温度实施高鲁棒性先进控制。
点评:加氢裂化装置分馏系统应用高鲁棒性先进控制技术后,可将分馏进料加热炉出口温度控制在±2℃之内,同时根据分馏炉热量分布自动调节四路进料量,减小四路出料温度偏差以及脱气塔液面的波动幅度,稳定加热炉的出口温度,保证分馏塔的稳定运行,同时提高分馏塔的分离精度,使装置经济效益实现最大化。自2007年应用以来,这套在国内首家应用高鲁棒性先进控制技术的加氢裂化装置,每年可为企业增加经济效益200余万元,分馏加热炉四路出口温度的偏差减小到 1℃以内,轻油收率提高了0.73%,日节省瓦斯2817立方米。
目前的多变量预估优化控制都具备良好的抗干扰即鲁棒控制功能, 能够更有效地稳定工艺装置的操作情况。浙江中控的APC-Adcon在国内已成功应用了几十套,积累的丰富的经验。随着现代控制理论的迅速发展,各种先进控制策略、方法和技术已开始在流程工业中广泛应用。用先进控制改造传统的流程工业已成为现代工业企业提高经济效益的重要技术措施。特别是在经济危机的今天,大力推广和发展先进控制技术具有重大的意义。
(转载)

