
|
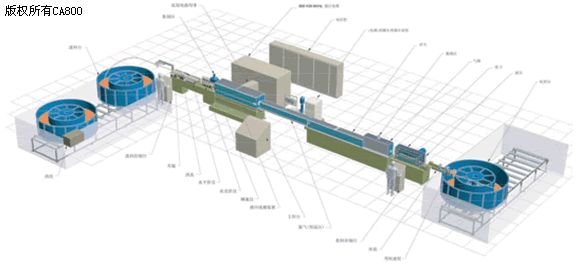
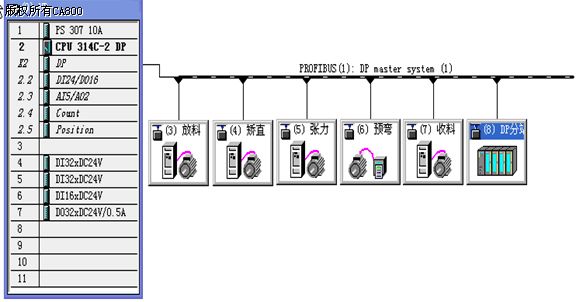
摘要:本文介绍了S7-300PLC通过PROFIBUS-DP通讯方式控制MM440变频器,配合人机界面,结合工艺要求,实现了铝管在线退火的完美控制。 关键词:S7-300PLC MM440变频器 PROFIBUS-DP通讯 一、项目介绍 1.简介 苏州奥智机电设备有限公司一直致力于空调用铜、铝管加工设备的研发、设计、制造及服务,为用户提供高性价比的卓越产品。其研制的在线退火设备是近年来开始在铜、铝管加工行业中大量应用的设备,与传统的辊底炉相比,占地面积仅为四分之一,而且节省工序,省却了传统的在退火前缠绕的工序,降低了管材消耗和在工序过程中的擦伤。管材的成品率高,数千米长的盘管上废管只有1-2米,产生在整盘管材的开头部分,能实现盘到盘的加工流程,极大地提高了生产效率。 该设备采用S7-300PLC结合人机界面通过PROFIBUS-DP通讯协议实现对MM4变频器的速度控制,整个电控系统体系简明,布线简单可靠,控制运行准确平稳,收到了良好的效果。 2.简要工艺介绍 在线退火设备用于将料篮装载的硬态管通过在线感应加热方式退火成软态管。在连续运行过程中,将置于保护气体氛围中的管材通过中频感应加热,使其温度达到480度左右,再通过保温区(确保在一定的温度下有时间在加热后进行全晶粒的匀化并消除管子表面的褪色),进入到快速冷却区(即将冷却水直接喷淋到加热后的管材上使其快速冷却),将附着在管材表面的水通过吹干装置吹干后进入到履带式自动张力装置,使管材在行进的过程中一直保持一个合适的张力,然后经过抺油处理后进入到收料篮中。 外观示意图如下: 1. 系统硬件 1) PLC 2) HMI 3) 变频器 此项目中放料和收料都由交流变频电机通过减速箱驱动料篮高速旋转,属于大惯量系统,而且要求很高的起动转矩;通过采用MM440的无速度传感器矢量控制方式,可以获得接近闭环控制的性能,速度精度可达0.2-0.5%,同时省去了速度传感器,具有较低的维护成本。与传统V/Hz控制比较,无速度传感器矢量控制可以获得改进的低速运行特性,变负载下的速度调节能力亦得到改善,同时还可获得高的起动转矩,这在高摩擦与惯性负载的起动中有明显的优势。正是由于这些驱动特性,此项目选择了MM440变频器。 2.控制系统主要器件 电源模块 6SE7 307-1KA00-0AA0 2块 3.系统配置 根据以上的选型,组成了如下的控制结构图:
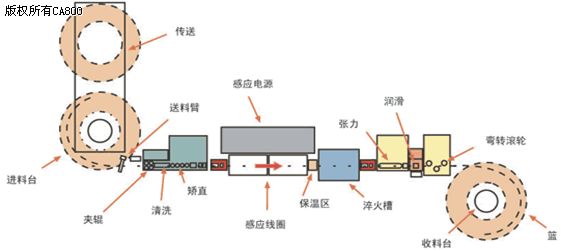
三、控制系统 按照下面的设备布置图,简要阐述系统的控制过程
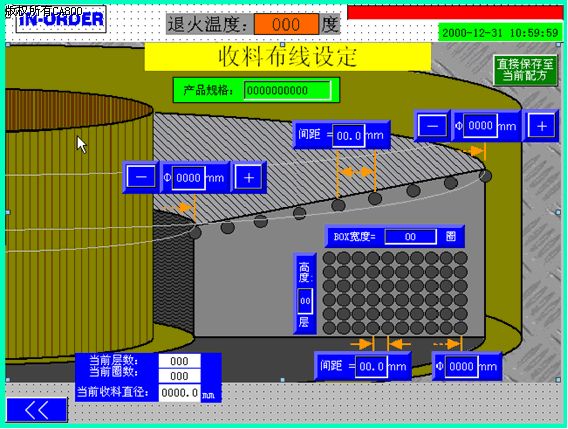
2.矫直系统作为速度基准,由PLC通过DP通讯输出速度给定,总线速率设为1.5Mbps,使驱动有足够高的快速响应能力。其它部分系统的速度给定都由矫直的速度反馈经过适当的比例修正后得出。考虑到感应加热部分输出功率的响应速度,矫直的斜坡时间设为60S,并在变频器内设置“S”曲线,使得设备的启动和加减速更加平稳。而其它装置的斜坡时间则设得尽可能的短,以保证其足够灵敏的跟随性。 3.张力装置用于对管材产生一定的张力,防止出现堆管及断管,故其速度要大于矫直速度。设备在调试过程中经常出现堆管现象,经过仔细考虑,认为是在启动过程中,由于张力装置的速度给定来源于矫直装置的速度反馈,虽然通讯速率很高,斜坡加速时间设得很短,但仍存在滞后性,因此在程序中加以弥补。在启动设备时,同步地将矫直速度给定传送至张力装置,待速度起来后再切换成速度跟随,即一开始张力装置的速度给定来源于矫直速度给定,速度起来后切换成矫直速度反馈,经实践验证,效果很好,没有再出现堆管现象。 4.为了适应下一道工序的生产需要,用户要求收料篮中的管材应有序排放,故专门做了一个均匀布料的FC功能块及触摸屏设置界面。如下图所示:
主要思路是先在料篮底部构建一个BOX区域,然后在BOX区域的上面让管材在更宽的区域里排放,最终使其形成一个三角形的形状,在这种状况下,会使下一道工序的生产更加顺畅。下面来阐述一下实现的过程: 收料是一个速度跟随系统,其线速度表达式为V=K×n÷I×D 由上式可推导出,在V、K、I都不变的情况下,D与n成反比关系,通过改变D即可改变n。均匀布料实现方法:按照管材所处料篮直径D(D是料篮每转一圈都发生变化的)计算出n作为电机给定速度,电机给定速度有规律的变化使管材的排放有序进行。 BOX区域构建: 收料处装有一个接近开关,在机组运行过程中实时地检测料篮转动的圈数(N)。根据在触摸屏中设置的“BOX管材排放外径”(D1)和“间距”(D2),先从右至左排放,其实际直径D=D1-D2×N,当N=“BOX宽度”时,层数加1,N清零,并将D赋值给D’;然后开始从左至右排放,其实际直径D=D’+ D2×N 。如此循环,直到累计层数=“BOX高度”,则此区域构建完成。 三角形构建: BOX区域上方的排放方式同上,只是其宽度更广(“上层管材排放内径”与“上层管材排放外径”区间为其排放区域);由于其底下是一个宽度比它小的矩形(并不是一个十分规则的矩形区),超出矩形宽度部分的管材会自然掉落在料篮的底部,在矩形宽度内的部分会向上堆积,由此形成三角形状“⊿”。 通过在HMI中设置相应参数,用户可以自行调整BOX区域的大小,以及上层区域的宽度及排放的紧密度,由此完美地解决了用户的需求。在触摸屏中也设置了相应的观察项(图中的白底部分),如当前层数,当前圈数,当前收料直径,便于针对具体管材排放情况对参数设置进行修改。 5.为了保证退火时管材表面温度的恒定,感应加热功率输出的设定必须跟随管材运动的实际线速度及管材规格,由于铝管规格很多,在HMI中运用配方功能来实现,某一规格一旦调试好后下次用户只需调用即可,非常方便,如下图所示:
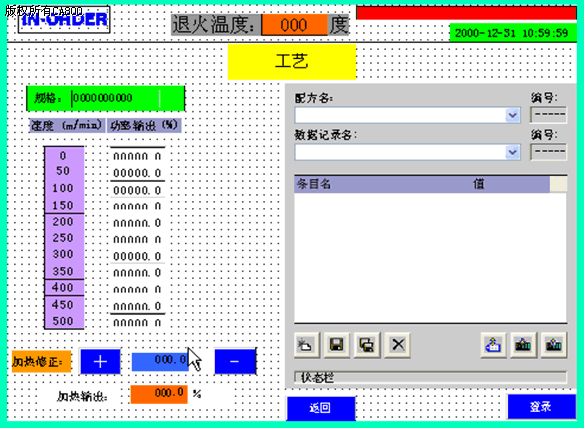
速度段内的感应加热功率输出通过斜率计算得出,非常地柔性化,使整个加热输出平稳可靠。通过加热修正可以对加热功率输出做补偿,修正值则自动存放在当前配方中,方便下次调用。 四、项目运行 系统自2008年6月投入使用,经过连续不间断的运转,一直保持稳定运行;同时由于操作简便,适应性强,深受用户好评。在我们的出口机型中,采用了MASTERDRIVE变频器替代MM440,运用带速度反馈的矢量控制模式,能够取得更高的速度精度,更好的低频特性及更高的启动转矩,并运用DP/DP COUPLER来与用户系统协作。与现在的方案相比,在档次提升的同时成本也会显著增加。 五、应用体会 通过本项目的设计、调试,也有了一些心得体会: 总之,通过本项目的成功开发与应用,体现了西门子自动化产品的稳定性,易用性,灵活性以及较高的性价比。 |
(转载)

