
关键词:轻烃回收;系统改造;网络通信;分散控制
Applicati0n 0f DCS System in Light Hydr0carbOn Rec0Very Device
MENG xino—hni
(Geological Scientific Research Institute,ShengIi 0nfield Company of
SINOPEC,Dongying City,Shandong Province ,257015,China)
Abstract:Aiming at the backward matching system and the limitation 0f not meeting the production requirement for light hydrocarbon recovery device in Lijin area,the system has been improved by using SmartPro distributed control system. The improved system adopting module structure and local networks communication technology has implemented the transformation from single variable control to optimal multivariate control,which can all functi0n such as perform displaying,monitoring,printing and alarming.The improved system has achieved distributed control and centra1ized monitor 8L operation so that the natural gas treating capacity,the stab-1ized light hydrocarbon production and LPG output can be increased by double or so.
Key words:Light Hydrocarbon Recovery; System Improvement; Networks Communication; Distributed Control
集输轻烃检修中心主要负责胜利油田各采油厂原油稳定及轻烃回收装置的年度检修和改造工程。近年来,由于新工艺、新技术、新设备不断推广、应用以及原设备陈旧、老化,产品产量、质量低等原因,与检修中心有业务联系的许多站、库都陆续进行了工程改造。利用DCS系统,检修中心先后承揽了坨二站轻烃回收装置、孤东轻烃站、纯梁原油稳定及轻烃回收装置、利津原油稳定及轻烃回收装置等的改造工程。现以利津轻烃回收装置改造来介绍一下DCS系统在轻烃回收装置上的应用。
1 概况
利津轻烃回收装置始建于1988年10月,1991年6月建成投产,原规模为10×1O000m³/d。经过十多年的生产运行,逐渐暴露出诸多问题,主要表现在部分设备老化、腐蚀严重,工艺及系统配套落后,特别是自控系统不能满足装置的正常生产需要。另一方面,随着天然气产量下降、原料气组分等出现较大变化,造成了安全生产不能保证,经济效益差 因此,装置停产改造,规模为5×10000 m³/d。改造既有利于安全生产、环境保护,同时又可取得较好的经济效益。本次改造分为工艺、设备、自控、电工等部分,其中自控DCS系统采用smartPro分布式控制系统,完成对数据的采集和监视[1-3]。
2 改造后的系统结构和功能
一个成功的自动化系统最主要的前提是设计方案合理,当前,自控系统多种多样,主要类型有PLC、SCADA及DCS,它们各有特点。PLC(可编程序控制器)具有逻辑功能强的特点,特别适合于需要进行逻辑控制、顺控等场合,主要处理离散量,当控制回路多时,使用就不太方便了。SCADA(数据采集系统),主要用于远程数据采集,网络为广域网络,系统实时性不高,不能用于要求快速响应的场合。而DCS(分散型控制系统),主要特点是回路处理能力强,主要处理模拟量,系统网络为局域控制网络,实时性好,人机界面友好,具有丰富的故障诊断与报警功能,操作人员易于掌握“ 。因此,将SmartPro系统应用于利津轻烃回收装置改造中的自控系统,是非常合适的。
2.1 系统构成
利津原油稳定及轻烃回收装置改造工程包括电脱水装置、原油稳定装置、轻烃回收装置、罐区、泵区等部分,其中,电脱水装置、原油稳定装置共用一套Dcs系统;轻烃回收装置、罐区、泵区等部分共用一套DCS系统。两套DCS控制系统分别安装在原油稳定控制室和轻烃回收控制室内。安装在两个控制室内的DCs控制系统相对独立,并能实现相互通讯功能。两套DCs系统组成基本相同,系统采用北京和利时系统工程股份有限公司的SmartPr0分布式控制系统,是计算机技术、控制技术、通信技术和图形显示(CRT)技术相结合的产物,是完成过程控制和过程管理的现代化设备,设有控制回路16个,检测回路31个,见表1。
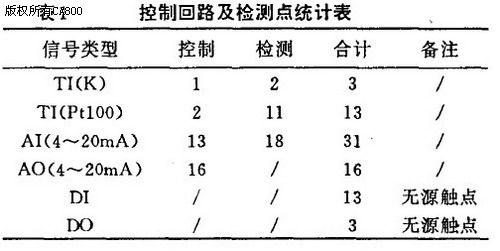
TI:温度输入信号
K:热电偶
Pt:热电阻AI:模拟量信号输入
AO:模拟量信号输出
DI:开关量输入
DO:开关量输出
整套系统包括1个I/0控制站、2台操作员站(其中1台兼作工程师站)、1台报表打印机。I/O控制站由主控单元、智能I/O单元、电源单元和专用机柜四部分组成,完成现场信号采集、工程单位变换、通过系统网络将数据和诊断结果传送到操作员站等功能;操作员站是最重要的人机交互界面,由高档工业级计算机、专用工业键盘等组成,进行生产现场的监视和管理。smartPro系统软件包括过程控制和检测软件,操作系统及工具软件、工程组态软件。系统的网络由上到下分系统网络和控制网络两个层次,系统网络实现现场控制站与系统操作员站的互连,控制网络实现现场控制站与智能I/O单元的通讯,全装置采用冗余的局域通讯网,连接所有的控制、检测和操作设备。整套系统具有完备的冗余技术及扩展功能。

2.2 系统功能
2.2.1 过程控制
利津轻烃回收装置SmartPro系统是一个综合的、集成的、灵活配置的、标准化的过程控制和工厂管理系统,符合ISO/OSI规范,一般通讯速率不低于5Mbps。过程控制实现了生产过程的彻底的分散控制,它直接与生产过程连接,完成信号的变换输入、控制、运算和输出,它是DCS系统的核心部件,
位于操作站与现场各类仪表之间,对操作站具有通信功能,对现场仪表又具备接口功能。本套Smart—Pro系统过程控制功能主要包括常规控制功能、顺序控制以及数据采集输出功能。实现常规控制功能的功能模块主要有PID,PID带串级、PID带偏差、PID带死区、PID带平方误差,数字滤波、开关控制,手操输出,高 低、高高、低低和偏差超值报警等,系统具备参数自整定功能;顺序控制和逻辑控制用标准功能块、梯形图或简单的顺序表实现;过程数据的输入输出通过I/O卡件完成,I/O卡件类型主要包括模拟输入、模拟输出、脉冲输入、接点输入、接点输出、带线形化处理能力的温度信号输入卡,I/o卡具备识别现场接线断路或短路并发出报警的功能。
2.2.2 显示操作功能
SmartPro系统操作站的CRT、操作员键盘、工程师键盘、鼠标或球标为操作人员提供了监视、控制生产过程、维护设备和处理事故的“人一机”接口。在操作站上,工艺技术人员可直接看到菜单画面、总貌画面、组画面、单点画面、报警总貌画面、报警提示窗口画面、趋势组画面、工艺流程画面、机电设备运行状态画面,供其操作和监视工艺过程。工程技术人员能在工程技术人员画面上(系统组态画面、用户图形生成画面、高级语言编程画面、联机记录和报表生成画面等)方便地进行系统的生成、用户流程图及各类图形的生成,以及用通用高级语言或专用高级语言生成各类记录、报表,同时为系统的二次开发及优化控制的实现提供相应的语言和接口。系统维护人员能够在维护人员画面上(系统诊断画面、系统维护画面、系统资源使用情况画面、系统状态画面)方便地进行整个系统的维修,在这些画面上能方便地观察到故障发生的位置,指导维修人员对全系统进行维护。
2.2.3 报警功能
操作站具备完善的报警功能,对过程变量报警和系统故障报警有明显区别,能对过程变量报警任意分级、分区、分组,能自动记录和打印报警信息,区别第一事故报警,记录报警顺序,时间精确到秒。
2.2.4 打印功能
系统具有根据用户定义的报表格式、内容、打印周期进行定时打印或根据需要随时打印的功能,具有实时打印所有报警点的位号、时间及报警工况的功能,具有打印组态画面和CRT实时画面打印功能。
此外,系统还具备分散隔离、迅速维修等功能,是一套完善、经济、可靠的大型综合控制系统。
2.3 现场仪表更新
本次改造将现场仪表基本更新,主要仪表选型如下:温度测量仪表采用wSS系列双金属温度计、WRN型镍铬一镍硅热电偶、WZP型铂热电阻;压力测量仪表采用Y一1oo弹簧管压力表、YTF一1OO不锈钢压力表、YTP一1o0隔膜压力表、l151智能压力变送器;流量测量仪表采用TDS智能旋进流量计、智能电磁流量计、刮板流量计、金属管浮子流量计以及节流装置;液位测量仪表采用UB型玻璃扳液位计、顶装式浮球液位计、电动浮筒液位变送器、射频导纳液位变送器;执行机构及辅助单元采用气动薄膜调节阀、气动活塞套筒切断阀以及电气转换器、电气阀门定位器、空气过滤减压阀等;另外,安全栅选用KN9o00系列齐纳安全栅,可燃气体检测探头选用催化燃烧式探头,并配套报警装置。压力、温度、液位、流量等信号传至DCS系统,实现对现场监控点的监控。
3 改造效果
利津轻烃回收改造装置从2O03年1O月投产运行至今,天然气处理量、稳定轻烃产量、液化石油气产量都提高了一倍左右。主要技术经济指标见表2。

用SmartPro DCs仪表自控系统替代老式气动仪表,全站实现DCs系统计算机自动控制,代替了人工操作,提高了生产效率、产品产量、质量,节省了人力。其DCS自控系统的优点主要体现在以下几个方面:
(1)实现了分散控制:系统同时控制几个控制回路,若一旦出现故障,不会影响整个系统的正常工
作,做到了本质上的“危险分散”。
(2)实现了集中监视与操作:系统集中了生产过程中全部信息并以显示,能应用多种画面代替常规仪表盘,实现了集中显示与操作。
(3)系统功能完善:系统完成了从单变量控制到多变量的优化高级控制,可实现连续反馈控制,也可实现离散顺序控制,还可执行显示、监控、打印、报警等全部要求。
(4)系统扩展方便。系统采用模块式结构和局部网络通信技术,根据实际需要操作人员可灵活方便地扩大或缩小系统的规模。
4 结论
用SmartPro DCS仪表自控系统替代老式气动仪表,全站实现DCs系统计算机自动控制,代替了人工操作,提高了生产效率、产品产量、质量,节省了人力。其DCS自控系统的优点主要体现在以下几个方面:
(1)实现了分散控制:系统同时控制几个控制回路,若一旦出现故障,不会影响整个系统的正常工作,做到了本质上的“危险分散”。
(2)实现了集中监视与操作:系统集中了生产过程中全部信息并以显示,能应用多种画面代替常规仪表盘,实现了集中显示与操作。
(3)系统功能完善:系统完成了从单变量控制到多变量的优化高级控制,可实现连续反馈控制,也可实现离散顺序控制,还可执行显示、监控、打印、报警等全部要求。
(4)系统扩展方便。系统采用模块式结构和局部网络通信技术,根据实际需要操作人员可灵活方便地扩大或缩小系统的规模。
参考文献
[1]王志英,杨旭.浅谈和利时SmartPr0控制系统[J].内蒙古石油化工,2OO6(5):81—83.
[2]王风波,候双林,孙淑云等.HS2Oo0系统在孤东轻烃站的应用[J].油气田地面工程,2OO5,24(2):34—35.
[3]白俊生,彭进,陈李斌.轻烃回收装置原料气调压技术口].油气田地面工程,2OO3,22(2):27— 28.
[4]徐强.分布式控制系统(DCS)应用与研究[J].成都航空职业技术学院学报,20O5,21(2):67—69.
(转载)

