
摘要:本文阐述了压缩机外壳端子电阻焊接生产线的各个工位工作流程以及工艺参数等
关键词:焊接生产线 工艺 PLC&HMI 应用
一:工位介绍
1:如下图一所示:图一当中由左到右工位依次为限位板工位,限位圈工位,端子工位,安装板工位,座销工位。其中端子工位,安装板工位,座销工位带有双头气缸,而限位板工位,限位圈工位则为单气缸。

限位板工位 限位圈工位 端子工位 安装板工位 座销工位
图一:工位分布图
2:如下图二:为安装板工位,座销工位的图示
工位性能特点:
1、双气缸单变压器结构,气缸的横向距离可调。
2、适合于焊点排布在一条直线的焊接工件,双气缸交替工作,减少了工件移动和对位时间,提高工作效率。
3、双气缸电极输出电流可根据规范调整。
主要技术参数说明:
1、两气缸(中心距离)可调距离:100mm--800mm
2、焊机功率输出:50KVA--150VA
3、两气缸直径:63mm-100mm

图二
二:工艺规范
1:规范
不同工位控制器的选择规范,通过人机界面自动设定选择规范序列号,如下图三,不同工位根据不同的规范来调整不同的焊接工艺,规范不同焊接参数不同。
焊接参数包括:预加压时间,加压时间,电流递增时间,焊接1时间,焊接1电流,冷却1时间,焊接2时间,焊接2电流,冷却2时间,第2脉冲循环次数,焊接3时间,焊接3电流,电流递减时间,维持时间,休止时间等。
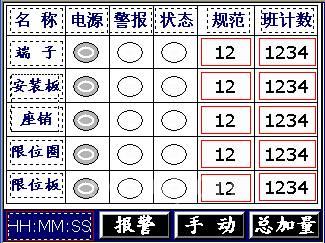
图三:参数显示设定监视自动运行画面
2:电源指示灯可以监控到五工位中哪一工位处于通电状态
3:警报指示灯:可分别指出各工位水压气压不足时提示报警
4:状态:正在焊接,放电或者等待状态(已经按下双手控制按钮处于排队等待状态)
5:班计数:可以计算工作产量
三:操作流程
1:自动运行
在监控画面(图三)进行自动运行,启动电源,判断5工位是否有启动信号,启动信号由PLC直接发给各工位的控制器,控制器接收到启动信号后,按照主机优先的权限进行给定,五台设备焊接互锁,保证同一时间只有一台工位进行焊接,如果主机端子工位有启动信号的话以主机为优先工作,否则按照其他各工位启动请求先后进行独立工作。
三相控制器按照人机界面选择的规范进行焊接,三相控制器焊接结束后提供焊接完成信号给PLC,PLC执行气缸复位等待下一次工作。
2:手动运行
如下图四为手动运行画面,只有主机也就是端子工位有手动运行功能,其他四个工位则没有手动运行的功能,在手动运行画面时只有主机方可工作,其它工作不能动作.
手动功能画面当中可以设定左右气缸向上运行的时间,调整时间保证气缸上升到位.

图四:手动运行画面
四:人机界面页面说明
1:图五为总加工量显示和清零画面

图五:总加工量图示
2:图六为安装板和座销双头工位左气缸延时上升时间设定画面
安装板和座销工位左右气缸不是同时工作,左边的先下降工作,工作结束之后等待右边气缸下降压紧工件后左边气缸方可上升返回,防止正在焊接的工件错位。

图六:时间设定画面
3:图七为主机也就是端子工位规范选择子画面主机左右工位规范选择不同的焊接工艺

图七:主机规范选择子画面
4:图八为安装板规范选择子画面,在自动运行画面当中点击安装板规范后画面会自动跳到此子画面进行相关规范参数的设定
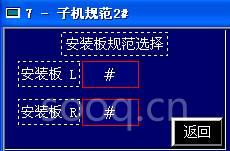
图八:安装板规范选择子画面
5:图九为座销规范选择子画面,在自动运行画面当中点击座销规范后画面会自动跳到此子画面进行相关规范参数的设定

图九:座销规范选择子画面
五:控制器
此生产线所使用的控制器为数控工频电阻焊机控制器18B系列,台达DOP-A57GSTD人机界面和DVP-48EH00T2PLC,如下图十、图十一

图十:控制器机身安装图

图十一:人机界面安装图
1:控制器主要特点:
· 焊接过程由控制器进行闭环控制,在电网电压波动和焊接负载变化的情况下,都可保证焊接电流恒定,因而保证焊点质量。
· 具有恒电流、恒电压和恒相角三种控制功能。
· 可进行两个加压电磁气阀控制(带增压控制)。
· 具有4/15规范选择功能。
· 具有单点焊和连续点焊功能。
· 多窗口编程器显示,操作简单方便。
· 具有断电数据保存功能,断电十年数据不丢失。
· 具有出错自检测功能,各种异常情况以数字显示。
2:PLC&HMI和控制器信号沟通定义表

PLC提供启动信号给控制器:X20-X25
控制器提供焊接完成终了信号给PLC:X0-X4
PLC提供给捉控制器规范选择信号:Y12-Y15(主机及端子) Y16-Y17(安装板) Y20-Y21(座销)
Y22,Y23分别限位圈及限位板.
警灯信号: Y25-Y27分别显示红色黄色及绿色,红色表示总机中有气压低故障,黄色表示总机中有水压低故障,绿色则表示总机有一机正在焊接.具体信息查看(图三)人机画面.
通过PLC&HIM控制五个工位焊接互锁,保证在同一时间内只有一个工位通电焊接.减小电网
波动.
六:结束语
台达PLC&HMI在焊接生产线上的成功应用为我们在焊接设备领域提供了成功的系统应用集成。
中达电通主要为中国最具成长潜力的通信及自动化市场提供设备和服务。其主要产品和服务包括视讯设备、动力系统、宽带数据和机电自动化四个方面。
中达电通的母公司为世界著名的电子制造跨国企业——台达电子集团,台达集团在江苏吴江建有规模庞大的生产基地,是全球第一大电源管理系统供货商和台达变频器、编码器、人机接口、PLC、伺服、温控器等机电产品的制造厂商。
作为工控行业内的知名厂商,尤其是在国内唯一一家能将机电产品做的如此全面的制造厂家,我们通过应用自己的产品能够为各行各业的客户提供全面的解决方案。
最佳的产品性价比、周到完善的全国乃至全球联保服务能够保证客户利益。中达电通的服务体系遍布全国。
参考文献:
1:SUB18B型微机电阻焊控制器使用说明
2:DVP-PLC应用技术手册(程序篇)
3:DOP系列人机界面技术应用手册
(转载)

