
摘要
900m3高炉自动化控制系统主要包括:炉体仪控、热风炉电控、槽下炉顶上料电控三部分,2005年初由原DCS全面升级换代为PLC。
1.系统要求:
- 操作系统为WINDOWS2000+SP4,应用平台为美国ROCKWELL公司的CONTROLLOGIX控制软件3套。
- 三个子系统间采用100MB/S以太网通讯方式,上位机与PLC之间采用三种通讯协议:DEVICENET、CONTROLNET、ETHERNET。
- 具有较强的抗电磁干扰能力,可扩展性能良好,坚固耐用,维护使用方便。
2.系统功能:
- 高炉、热风炉本体压力、差压、温度、流量、液位、重量、阀位的数据实时采集与处理、历史数据处理。
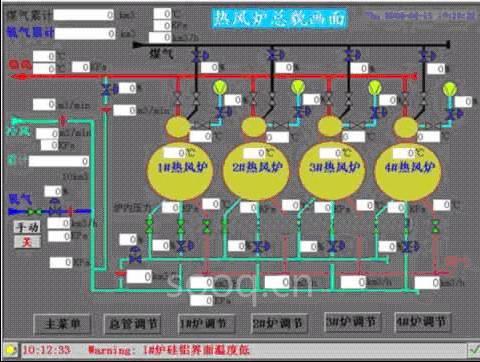
- 炉顶压力、热风温度、气密箱压力、膨胀罐压力、炉顶打水、煤气流量、助燃空气流量等参数的自动调节与控制。
- 热风炉燃烧、送风、休止的生产工艺操作。
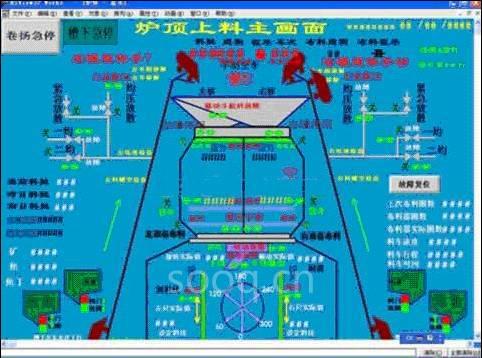
- 槽下烧结矿、焦炭、杂矿等皮带与称量斗的下料控制。
- 炉顶上下密封阀、均压阀、放散阀、料流调节阀、α角、β角的逻辑控制。
- 数据报表、报警记录的生成与打印。
3.解决方案:
- 高炉热风炉本体工控机3台;热风炉电控工控机2台;槽下工控机2台;炉顶工控机2台;工长室工控机1台。
- 高炉热风炉本体PLC 1套;热风炉电控PLC 1套;槽下炉顶 1套。
- 上述三套PLC各成独立子系统,通过100MB交换机和5类双绞线形成网络,互相通讯,实现数据共享。
- 每台工控机内安装一块100MB以太网卡,在同一网段内设置各自的IP地址和相同的子网掩码。通过RJ45双绞线接入各自的交换机,形成各自的子系统,网络拓朴结构为星型。三台交换机以级联方式通过RJ45双绞线联网通讯。
- 由于对10台机器操作系统、系统开发软件、基本配置的要求一致,因此可以在一台机器上做完整安装并检测无误后,通过GHOST软件制作镜像文件,对其余机器进行克隆安装,之后进行微调即可快速完成大批量的、繁琐的装机任务。
4.系统原理图:

5.系统工艺简图:

6.系统运行情况及客户评价:
- 研华工控机运行稳定,处理大批量数据快速、准确。
- 机器前后USB接口设计对经常性地备份程序带来很大方便。
- 机器前后风扇设计明显地减少了内部积尘。
- 机器插槽多,预留接口多,可扩展性能良好。
- 良好的表现为高炉稳产高产提供了良好的自动化保障。
- 全面完善的技术支持和售后服务是用户放心使用的最大保证。
(转载)

