
摘 要:台达VFD-G注塑机专用变频器通过注塑机控制器提供工艺同步运行讯号,改变电机转速来改变油泵的输出流量,在满足注塑机在各个工作阶段所需速度的前提下,降低液压系统回流,使原有定量泵成为节电型变量泵,节能效率高达20~60%;并具有操作简便、控制速度准确稳定等特点。
关键词:台达 VFD-G 注塑机 节能
1 引言
近年的中国注塑机行业在市场经济的驱动下取得了长足的发展。根据有关研究资料显示,到2010年,全球对塑料机械设备的需求额将以每年3.5%的速度递增,注塑机需求量约占38%。面对巨大的市场,注塑机设备的升级换代也越来越快。随着世界各国在环保,如能耗、噪音、泄漏等控制方面日益严格的要求,设计与制造新一代“节能型”注塑机,就成为迫切需要关注和解决的问题。
液压传动是注塑机最常用的传动方式。液压传动注塑机是一种典型的周期性变化负荷设备,各个工艺阶段所需的工作压力和流量各不相同,液压系统的负荷变化很大,对于传统的电动定量泵液压系统,依靠流量阀和压力阀调节不同工序阶段的流量和压力。由于定量泵不可调节输出功率,因此多余的能量只能在挡板、油路泄漏、油的温升中消耗掉,因此在造成大量的能量浪费的同时,还加剧了各种阀门的磨损,造成油温过高,电机噪音过大,机械寿命缩短等现象。并且通常在设计中,定量油泵电机设计容量大马来小车的配置进一步造成电能浪费。因此改进注塑机液压系统驱动技术,对于减少能源浪费和降低注塑制品成本具有普遍意义。
2 注塑工艺原理
注塑机液压传动装置主要由油泵、液压控制阀、压力电磁比例阀、流量电磁比例阀、各种不同的动作油缸、油泵电机及其它液压附件和管道组成。电动定量油泵机组将电动机所输入的机械能转变为压力能,然后向液压系统的液压元件输送具有一定压力和流量的液压油,满足液压执行机构驱动负载所需能量的要求。
注塑机主要用于热塑性塑胶的成型加工。注塑机成型流程是一个按照预定的周期性动作过程,一个完整的生产周期主要包括合模、锁模、射胶、保压、熔胶、冷却、开模、顶出制品几个阶段,以此次测试之时序,即以合模射座进射胶加料冷却射座退开模顶针等程式达到产品成型。如图一所示为注塑机成型流程的电流输出波形。注塑机通常采用液压传动,其结构包含注射装置、开合模装置、液压传动装置和电气控制装置。电气控制装置的作用是保证注塑机的压力、速度、温度、时间、位置和动作程式参数等工艺准确有效地工作,在每个工作阶段均能符合工艺要求。注塑机合模→射座进→射胶→加料→冷却→射座退→开模→顶出的工艺参数同步工艺要求案例如图1所示。
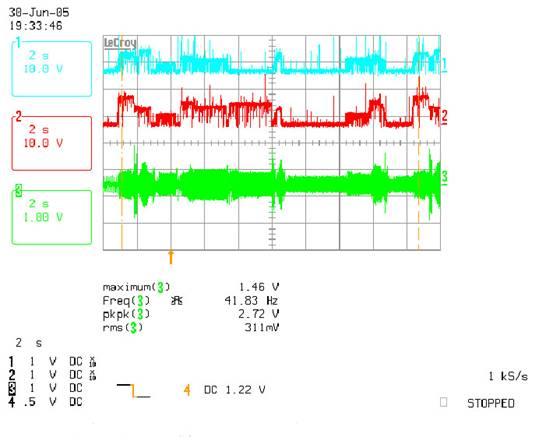
图1 注塑机工序图
3 注塑机专用变频器解决方案
3.1 台达VFD-G注塑机机专用变频器
台达VFD-G设计机专用变频器。台达VFD-G变频器属于客制化塑机专用变频器,专用于注塑机、挤塑机、吹膜机、吹瓶机、空压机油压机等变负荷大过载驱动。台达VFD-G系列注塑机专用变频器规格特性包括:独特的过载能力:150%60秒n ;两路0-1A电流信号输入端子;两路模拟量输出信号n ;可分段增益设定n; 内建PID反馈功能;两个模拟量信号可作加减乘 取最大值运算;注塑机专用功能n;节能运转,及用电量记录等。
3.2 台达注塑机变频驱动原理设计
台达VFD-G变频器利用注塑机原有流量与压力控制信号,将注塑机原有定量泵改为节电型变量泵的电气控制装置。通过注塑机控制器提供工艺同步运行讯号,利用变频原理改变电机转速来改变油泵的输出流量,在满足注塑机在各个工作阶段所需速度的前提下,降低液压系统回流,使原有定量泵成为节电型变量泵,节能效率高达20~60%;并具有操作简便、控制速度准确稳定等特点;软性启动装置,减轻开锁模震动,避免设备冲击及磨损,延长设备使用寿命;以及能减轻电机噪音等效应,适用于各种功率,型号的注塑机种。根据注塑机的工作要求,利用注塑机上位机(例如电脑或PLC)的同步控制信号及电气控制,送出类比信号(0-10VDC的类比电压信号),直接加在台达VFD-FG变频器变频器的输入端,从而改变变频器的输出频率,即改变油泵电机的转速,来改变油泵电机的输出流量,满足注塑机在各个工序中所需的油压大小和流量速度,将传统的定量泵转变为变数泵,注塑机变频控制系统方块图如图2所示。

图2 注塑机变频控制系统方块图
3.3 电气原理设计(图3)
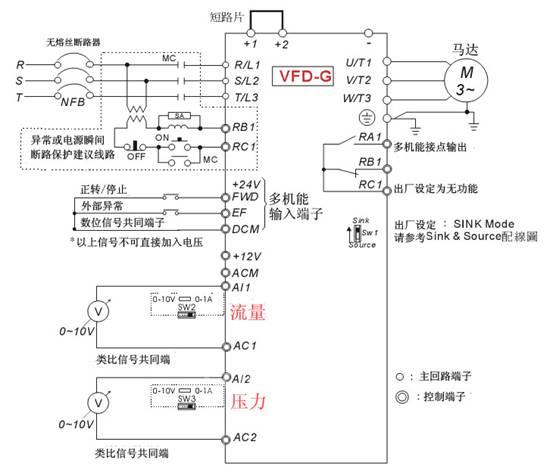
图3 注塑机变频驱动电气原理
3.4变频器参数设计
(1)VFD-G变频器参数设置如表1所示。
表1 VFD-G变频器参数设计
|
参数 |
出厂值 |
说明 |
|
01-01 |
60.00 |
此二参数必须根据马达铭牌内容来设定 |
|
01-02 |
380.0 | |
|
01-08 |
0.00 |
利用下限频率来做待机时(如冷却)的运转频率 |
|
01-09 |
10.0 |
第一加速时间 |
|
01-10 |
10.4 |
第一减速时间 |
|
02-00 |
0 |
频率指令来源设定为4时,表示必须根据04-20的设定 |
|
04-11 |
0.00 |
AI2所对应的输出最小量,用来启动下限频率动作,故当0V时,变频器F=0.2*01-100,当F>01-05时,H=下限频率 |
|
04-13 |
100 |
AI1增益;因为真正的功率输出必须扣除管损及热,故必须以增益之方式提高变频器输出达到等于Loss+工作之总功率需求 |
|
04-23 |
0.5 |
AI1类比输入延迟 |
|
04-24 |
0.5 |
AI2类比输入延迟 |
|
04-25 |
0 |
MAX(AI1*(04-13),AI2*(04-18))=取AI1和AI2之间大者为驱动器之频率命令 |
|
06-00 |
780V |
过电压失速防止准位 |
|
06-01 |
150% |
加速中过电流失速防止 |
|
06-02 |
150% |
运转中过电流失速防止
06-00~06-02建议全部关闭以避免因失速防止动作导致频率降低进而无法达到所需之功率输出最终产出不良产品 |
|
07-02 |
100% |
马达满载电流 |
|
07-03 |
30% |
马达无载电流
因为注塑机在工作中会有瞬间高负载,帮,驱动器的选择会大于马达之功率,为避免马达因过热而烧毁,故以07-02和OL1电子热动电驿功能给予保护 |
(2)VFD-G系列VFD300FA3A-G变频器参数设定范例(马达型号:东元,30HP/6P/380/50Hz/47.1A,EFF:92.0%,P.F.=78.5%,98rpm)如表2所示。
表2 VFD300FA3A-G参数设定
|
参数 |
设定值 |
说明 |
|
01-01 |
50.00 |
最大频率设定 |
|
01-02 |
380.0 |
最大输出电压设定 |
|
01-08 |
25.00 |
下限频率 |
|
01-09 |
1.0 |
第一加速时间 |
|
01-10 |
0.4 |
第一减速时间 |
|
02-00 |
4 |
频率指令来源 |
|
04-11 |
0.20 |
AI2所对应的输出最小量 |
|
04-13 |
110 |
AI2增益 |
|
04-23 |
0 |
AI1类比输入延迟 |
|
04-24 |
0 |
AI2类比输入延迟 |
|
04-25 |
7 |
MAX(AI1*(04-13),AI2*(04-18) |
|
06-00 |
0 |
失速防止电压准位 |
|
06-01 |
0 |
加速中过电流失速防止 |
|
06-02 |
0 |
运转中过电流失速防止 |
|
07-02 |
78 |
马达满载电流 |
|
07-03 |
25 |
马达无载电流 |
(3)定量泵——变量泵运行实验结果如表3所示。
表3 定量泵——变量泵运行实验结果
|
|
未使用变频器 |
台达变频器
F-G series |
|
水冷却 |
使用水冷却 |
使用水冷却 |
|
关模时间 |
2.22秒 |
2.1秒 |
|
关模电流 |
56.1秒 |
40.1秒 |
|
射料时间 |
1.61秒 |
1.67秒 |
|
射料电流 |
49.3秒 |
27.8秒 |
|
加料时间 |
2.12秒 |
2.35秒 |
|
加料电流 |
42.7秒 |
33.75秒 |
|
冷却时间 |
2.31秒 |
2.5秒 |
|
冷却电流 |
38.1A |
21.05A |
|
开模时间 |
1.28秒 |
1.33秒 |
|
开模电流 |
49A |
46.1A |
|
Cycle time |
9.39秒 |
9.61秒 |
|
半小时消耗功率 |
8.991Kw |
5.612Kw |
|
半小时产量 |
168个 |
162个 |
|
产品重量 |
33.1g±0.1 |
32.8g±0.1 |
|
油温 |
43~44℃ |
41~42℃ |
|
功因 |
0..65~0.89 |
0.65~0.94 |
4 结束语
台达伺服型塑机专用变频器配合交流伺服电机,配备旋转编码器和压力分别对流量和压力进行采集,通过改变伺服电机转速和转矩实现了流量和压力的闭环控制。经多家注塑机厂家试用,配备台达伺服型塑机专用控制器的注塑机表现出了优异的性能,除同比传统注塑机节能率可达20%-60%和精度大大得到提高外,其伺服电机能快速响应,压力从0至175KG仅需40ms,而且液压油油温低,免去冷却的需要,也降低了车间的温度。台达伺服型塑机专用控制器的成功推广,为注塑机厂商在以追求节能、精密、环保、高速的产品质量上得到了明显的经济技术效益。
(转载)

