
在汽车工业中,色彩具有很重要的意义。根据客户调查,很多人――或者所有家庭――根据车的色彩和外观来作出最后决定。
黑色仍然十分流行。2001年,黑色在德国市场的占有率是19%,美国是11%,在日本是8%。
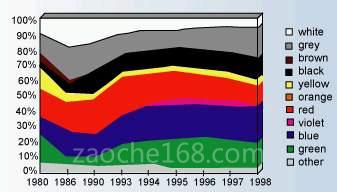
图一: 巴斯夫色彩趋势
炭黑是制造各种不同黑色涂料的主要颜料。制造时需要的其他颜料是特效颜料、银色颜料和灰色金属闪光颜料,这些可用来与黑颜料混合。这种混合色彩正逐渐流行起来。
当我们提到黑色颜料在汽车工业的应用,主要是讨论面涂。其实,当我们看到整辆车时,炭黑还有其他有趣的应用。
汽车涂料的涂层结构
电泳涂装
让我们从最复杂的涂料系统开始:电泳涂装,或者叫做电沉积涂装(E-coat)。
1960年左右,电泳涂装技术开始进入在线使用。福特汽车是第一个使用的汽车公司。那时称为阴极电沉积涂装。几年之后,一项改进技术,阳极涂装,获得了认可,从那时开始,彻底取代了阴极工艺。
一般来说,电沉积涂料,是水溶性特种树脂,颜料,填料和添加剂组成的。当整个车身浸入溶液后,通入直流电。所以,分散的固体成分就迁移到作为阳极或者阴极的车身上。
阳极工艺的成功是很明显的:更高的固含量,更低的溶剂成分,抗腐蚀能力高两到三倍,很好的粘合力,很好的抗石击性能,很好的流平性,很好的抗紫外能力,还有环保方面的因素。
开始,几乎所有的阳极涂装都只有一种颜色――黑色,首选的颜料就是炭黑。
对于黑色阳极涂装,并不是所有的炭黑都能得到需要的效果。一个重要的因素就是黑颜料的纯度,因为电泳溶液对于杂质十分敏感,而颜料和填料的可溶性部分,很可能带来杂质。
另一个关键的挑选因素,就是水溶部分的电导率,最高上限是1000μS。
下一步就是找到最好的黑颜料,要求分散性好,长期稳定,遮盖力强。
现在色彩趋势已经转向浅色或者深灰。对于灰色涂料,可合并使用钛白粉和炭黑颜料,这样可以得到很好的稳定性。
总而言之,对于这种应用,我们需要一个高纯、颗粒尺寸中等的炭黑,同时要很好的着色力。实际上,最常用的质量,来自于炉法工艺。对于阳极工艺,如果需要很好的黑度,几十年以来,最常用的工艺就是使用25nm的煤气炭黑颗粒,一层涂装。
中涂
汽车涂料的第二层,通常称为中涂,或者叫打磨封闭底漆,也有叫做填料涂层的。
在底涂和面涂之间的涂层,主要是为了很好的遮盖、填补、和流平电泳涂装的粗糙表面,提高面涂的外观。对粘合力和面涂的抗石击能力也有帮助。还有,中涂降低了昂贵底涂的开支。把各个因素综合起来,我们可以把中涂看作功能性涂层。
今天,几乎所有的中涂都是水性树脂,除了克莱斯勒的部分中涂,还有著名的Smart Car品牌汽车也是例外,他们使用了粉末涂装。
颜料选择方面,汽车制造商大大改变了他们的哲学。过去,绝大多数打磨封闭底漆都是中性色,比如灰色,使用黑色颜料作为着色颜料。黑颜料的着色力很强,分散方便,没有浮色或者发花的倾向,稳定性很好。这些颜料使用了灯黑工艺,颗粒尺寸大约是100nm,或者使用炉黑工艺,颗粒尺寸大约50nm左右。由于经过了细微的后处理,所以很容易分散,也很稳定。
今天,中涂使用了很多色彩,以便对应不同的底涂色彩。使用这种方法,可以降低底涂的涂层厚度。这意味着降低了底涂用量,降低了汽车制造商的成本。
汽车工业已经开始以下争论:如何能降低涂料涂层的数量,而不降低涂料的性能和耐久性。有些汽车制造商开始使用预涂装金属材料,这是用卷材涂装工艺制造的。其他公司则试图使用二次电沉积涂装。如果使用高导电性的炭黑涂料,那么第一层涂层是导电的,二次涂装就有可能进行。所有的汽车制造商都认为,减少涂层能降低涂装成本,但是如何实现就是一个问题。
面涂
在中涂上面,是最终的涂层,面涂。最终的涂层能改变用户的视觉效果。这一层的质量决定了长期耐久性,这也受到不同气候条件的影响。对于面涂,技术和遮盖力方面的要求非常高,并且还在不断提高。最好的例子就是最近几个月,针对透明涂层抗刮擦性能的讨论。
色彩设计现在扮演着十分重要的角色。正如我开始所说,色彩销售汽车。汽车制造商不是唯一花费大量人力观察色彩趋势的人,涂料制造商也在研究、优化和开发色彩,以便适合目前各个国家流行的口味。

图二
炭黑
黑色流行,对应着一个颜料的压倒性成功:炭黑。
由于汽车制造商的不同,以及生产国家的不同,他们使用了不同的技术。绝大多数汽车制造商使用所说底涂/透明涂层概念。就是指使用一层面涂,单一色彩。这在比较便宜的小汽车和卡车修理业中,十分流行。
当我们讨论到炭黑作为底涂或者中涂,技术要求就是关键。至于面涂和上底漆,色彩就是首先讨论的问题。
色彩必须越黑越好。但是有一个参数不是那么明显,自从炭黑流行以来,整整50年没有测量:就是底色,或者叫色相。
我们都在学校里学过,我们看到黑色是因为所有的阳光都被吸收了,没有反射光。同时,我们知道,很小的颗粒能反射少量的光。在物理学上,正如Mie和Raylight先生发现的那样,波长和颗粒尺寸有关系。对于黑颜料,这意味着炭黑颗粒在最终涂层中的颗粒分布,决定了那一部分波长的光线,会被反射得更好更快。相应的,黑色涂料就会显示出蓝或者棕色相。
以上论述的重要结论是什么呢?
1、我们可以说,炭黑的颗粒越小,就越黑
2、最终涂层中的颗粒越小,就越稳定,蓝色相就越好
3、如果我们使用更大的颗粒,也就是大于20-25nm的颗粒,我们将得到更少的黑色,而得到棕色相
4、如果我们使用了合适的微细颗粒,我们将得到最佳的黑色,但是同时会有棕色相。同时还会有微絮凝,这意味着炭黑不够稳定。我们意识到这种微絮凝仅仅影响色彩,但是不会降低遮盖力,也不影响光泽。

图三:炭黑颜料在涂层中,主要颗粒尺寸13nm(德固赛,颜料黑FW 200)
什么是最好的黑颜料?
五十多年以前,一家德国炭黑制造商,开发了高质量的炭黑颜料,使用的工艺称为德固赛气黑工艺。使用这种工艺,该公司基本上满足了汽车涂料工业的需求。13nm的颗粒尺寸,足够制造出最好的黑色,并能保证很好的涂料稳定性。这类产品需要后处理。
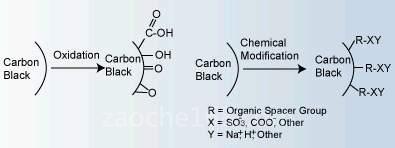
后处理就是后氧化工艺,羧基、羟基、醌基等基团,被增加到了炭黑上面。这些挥发性成分(900度以上)的增加,炭黑颜料更容易分散,稳定性更好。而且,其他性能要求,比如耐候性、两年之后的光泽下降程度,“佛罗里达气候试验”、耐化学品性能,等等都得到了满足。
名列第二的炭黑制造工艺,就是所说的炉黑工艺。以前,这种工艺主要是制造大批量制造的颜料,用于橡胶、印刷油墨和塑料工业。到1960年代,卡博特和哥伦比亚化学推出了微细颗粒的炉黑工艺。经过表面处理,应用性能大大提高,成为气黑工艺的竞争对手。随后,树脂体系该表了,汽车工业的涂料施工工艺也变化了。越来越多的汽车制造商从单涂层转移到双涂层工艺,不仅是金属闪光涂料,还包括uni-coat品牌涂料。而且,根据越来越严格的环保法规,欧洲和北美向水性涂料猛烈转型,现在日本也跟上来了。
透明上底漆是现在使用的体系。直接进行湿―湿涂装,然后一起固化(两涂一干),这样一来,光学和应用性能都在动态变化。上底漆含有颜料,透明涂层主要负责好的流平性和康紫外性能。上底漆的基材是上文所述的醋酸丁酯纤维-聚酯-密胺体系,水性体系中,则是水性丙烯酸-聚氨酯-乳液体系。透明涂层是双组分丙烯酸或者聚氨酯。目前的趋势是粉末透明涂装,将来可能是粉末紫外涂装。同时辅以紫外和刮擦性能优化工艺。
如上文所述,新的上底漆树脂中,以前炭黑制造商的目标是找到最好的黑颜料,色彩一致,意味着深黑色,并且是蓝色相。气黑在水性体系中,具有很好的润湿性能呢。由于颗粒更小,没有经过后处理,所以不用浪费时间重新开发,就能完全达到汽车涂料制造商的色彩要求。
其他公司则开发出复杂的炉黑表面处理工艺,能比较容易地分散,稳定性较好,在水性体系上底漆体系中表现良好。
图四:(卡博特,涂料工业,1998年8月)
对于水性涂料,我们还需要重视另一类重要的产品:润湿剂。对于溶剂型涂料,润湿性能主要是依靠树脂本身的性能,只需要较少的润湿剂,来优化色彩特性。水性体系中,必须使用润湿剂。可以说,炭黑表面的润湿性越好,表现出的黑色和蓝色相就越好。
现在我们得到的颜料黑,颗粒尺寸很小,有的经过后处理,有的没有,有的表面进行了改性,或者进行了传统的氧化工艺,这基本能够满足涂料行业的要求。最终的购买决定,取决于费效比。
在汽车修理行业,炭黑制造商面临的挑战是很明显的。
使用的树脂类型各不相同:
醇酸,丙烯酸-密胺,热塑性丙烯酸,硝基纤维素,醋酸丁酯纤维(CAB),丙烯酸酯以及空气干燥醇酸树脂。所有这些树脂,都能制造出相同的色彩。提到炭黑时,往往是深黑体系,如上所述,相同的微细颗粒产品可以用于面涂或者上底漆。
对于着色系统,颜料黑有很高的着色强度,不容易浮色和发花,稳定性好。至于颗粒尺寸,则属于较大的颜料黑颗粒。有一种最古老,但是仍然流行的颜料,是灯黑工艺制造的灯黑101,由德固赛制造。所有的黑颜料制造商都能提供50nm左右的产品,有些是轻微氧化的,具有很好的分散性,吸油性低,所以能够制造很高颜料黑含量的着色产品。
对于汽车工业来说,可以分包生产的产品,非常多:组件部件、塑料件、内外饰件、轮子、反射镜、轴、发动机铸造等等。汽车行业1999年的全球产值是3.5亿欧元。在本文中,只涉及塑料涂装方面的特殊应用。塑料部件可以进行外部涂装,然后再汽车柱组装厂或者生产线上,进行组装。
塑料是非传导性材料,和生产线的标准工艺不同,很难用静电喷涂的工艺进行涂装。为了使表面导电,我们必须使用一层导电底漆。最容易的办法,就是如上文所述,使用导电的黑色颜料。这种颜料具有极高的表面积,无定形的形态,容易聚集成长链。我们所讨论的,具有这种结构的黑颜料,就是炭黑。炭黑不容易分散,比起一般的颜料来,使用的浓度要大一些。所有的炭黑制造商都销售这种产品,其BET表面积大约是1000平方米,具有很好的DBP吸收性。按照固体树脂计算,炭黑颜料的浓度大约为5--10%,这样就能产生足够的导电能力。
现在,主要的三家制造商,卡博特、哥伦比亚和德固赛,提供了多种黑颜料。选择使用合适的黑颜料,可以解决特定的涂料问题。
(转载)

