
1 简介
1 . 1 系统简介
系统为普通糟孔荫罩刻蚀线,主要包括开卷部分、刻蚀腔体部分、第一水洗部分、电解剥离部分、最终水洗部分和最后的烘干及撕边部分。
表面有光致抗刻蚀剂的成卷钢带,在开卷部分被拉开,并送人刻蚀腔体。腔体刻蚀液为FeC13 , 与钢带的无光抗部分反应,形成槽孔。第一水洗的作用为停刻蚀,将荫罩表面的FeC13 均匀地完全去除。剥离部分用于剥离钢带表面的光抗,剥离液为NaOH 。最终水洗除去钢带表面的NaOH 和杂质。烘干部分烘干钢带表面的水分,防止生锈。之后钢带进人撕边机,撕去荫罩四周的废边。刻蚀生成的工艺过程如图1 所示:

图1 刻蚀生产线工艺过程
刻蚀腔体部分为整个系统的关键,其刻蚀的效果直接影响到产品的合格率。整个刻蚀过程有6 个腔体,每个腔体中有上下两对喷嘴,分别由两台电机控制,电机控制喷嘴来回摆动。因此整个刻蚀部分由12 台电机组成。由于电机不断来回摆动,这里称之为摇摆电机。
1 . 2 摇摆电机运动简介
根据工艺要求电机必须按照一定轨迹运行,而且不同的电机运行轨迹有所区分。由于对运行曲线的高要求,摇摆电机的控制选用了B&R 的PCC 及ACOPOS 伺服控制器。
在上位机,工作人员给定一条轨迹上的16 个点,如图2 所示,其中横轴为位置,纵轴为速度。12 台电机每台都有一条设定的曲线。PCC 除了完成对电机的起动、停止、运行等逻辑控制外,主要的功能就是控制电机按一定的轨迹运动,使得这个轨迹同时经过所设定的16 个点,并且保证电机运行的平稳。由于要求快速响应和高控制精度,摇摆部分使用同步伺服电机进行运动控制。之前使用东芝公司的PLC ,有摆动不平滑的问题,因此改用B&R 开发的高性能控制器PCC 。PCC 在控制器中使用嵌人式操作系统,且设备层网络采用实时以太网,可以实现非常高的实时控制要求。
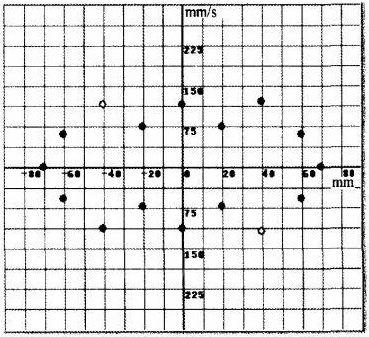
图2 摇摆电机轨迹点设置
2 B&R PCC 及ACOPOS 伺服
2 . 1 B&R PCC 硬件配置
摇摆部分采用了B&R 2005 , 2005 系列CPU 是B&R 第四代控制系统SG4 ,采用的是Intel 处理 器,包括了电源模块、CPU 模块、数字输入输出模块。其中CPU 的PCI 总线插槽中插人了Power Link 网络适配器。若采用PowerLink 串联,最多只能串联10 台伺服控制器,本系统采用Power Link IF786 及一个HUB 将12 台电机分成两条串联支路进行实时控制。数字输人模块用于起动、停止、紧急停止、12 台电机的Readay 、找原点信号输人。数字输出用于电机运行、电机故障、12 台电机寻找原点的状态指示。
上位机与PCC 可以通过RS232 与以太网进行通信。RS232 作为编程口。以太网作为实时通信口,用于数据的上传与下载。将上位机设定的运动曲线实时传给PCC ,同时将实际运动位置、速度、电流及故障信息传给上位机。
图3 给出了一台电机的伺服控制器与共他硬件设备的连接图。电机控制器采用了B&R ACOPOS 伺服控制器。伺服控制器插人了Power Link 模块AC112 ,用于和前后两台伺服控制器相连;AC122 为旋转编码器模块,用于电机的速度与位置检测。ACOPOS 1090 本身提供了温度信号检测(T +、T 一),抱闸信号输出(B 一、B + ) 和其他控制信号。在现场,同时安装了三个光耦给定电机运行的正向极限位置、反向极限位置和原点位置。在运行前电机首先找到原点光耦所在位置定为O 位,然后根据设定曲线运行。而正、反向极限光耦信号起到了保护作用,当光耦给出信号时,伺服将给出极限故障信息并且停止运行。
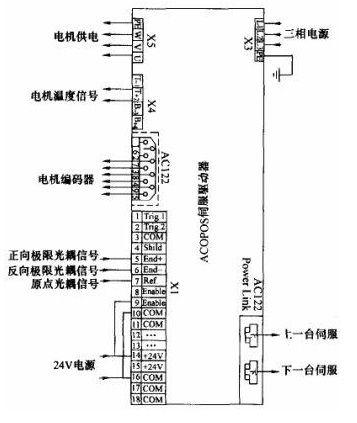
图3 伺服控制器与外围连线
2 . 2 ACOPOS 伺服控制方式
ACOPOS 的伺服控制如图4 所示,大致可以分为四个部分:初始值处理、位置控制、速度控制、实际值检测。在初始处理时,根据给定的位置及最大允许速度和最大允许加速度,给出一个理想的定位过程,即得出加速、恒速、减速段,不同位置时的速度也相应得到。位置控制主要有比例调节、比例调节限制p _ max 、积分限制i _ max 和积分调节。比例调节后的值为k* △s ,若k* △s > p _ max ,则v_ p ﹦P _ max ;若k* △s ﹤﹣p _ max ,则v _ P = ﹣p _max 。同理i _max 用干限制积分调节值,v _i 。速度调节为一般的PI调节得到控制电流值送入矢量控制器,对电机进行控制。而电机的实际位置通过编码器得到。
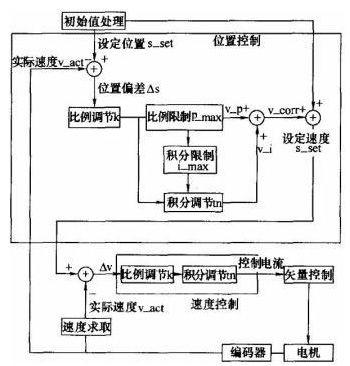
图4 伺服控制框图
3 B&R PCC 软件系统
整个软件系统可分为过程可视化接口(PVI ) 和Automation Studio。PVI 用于与上位机的通信,Automation Studio 则用于PCC 的逻辑控制与运动控制等的编程。
3 . 1 PVI 通信
PVI 是所有Windows 应用程序访问贝加莱工业控制器的统一接口。使用PVI ,用户在开发通信程序时不需要花大量时间考虑底层的通信过程,也不需要调用复杂而繁琐的Winsock API 函数,只需 在逻辑结构上进行简单的配置即可访问PCC上的变量。PVI 的最大特点就是能够使用程序直接操作PCC任务中的变量,因此必须给每一个过程变量在PVI Manager 中的映射指定唯一的路径。
PVI 通信的核心任务是建立过程变量的映像,建立的结果是每个映像都和网络中唯一的一个变量一一对应。这个变量可以是一个基本类型的数据,如整型变量,也可以是一个自定义类型的数据,如结构体变量。这个映像包含了从应用程序所在工作站到变量所在任务的路径信息。如果把控制器和模块也当作通信中对象的话,每个映像路径包括的对象有:基本对象(Pvi ) ;线对象(Line ) ;站对象( Station ) ; CPU 对象(CPU ) ;模块对象(Module ) ;任务对象(Task )和变量对象(Variable)。这个映射路径由PVI Manager 统一管理,每个对象包含对象名,对象描述和存取参教。劝象名(包括路径)是PVI 中的名字。对象名由用户任意确定,对象描述必须与PCC 中待映射的变量名字一样,PVI Manager 依靠对象描述找到具体的过程变量,实现映象关系。存取参数包括数据类型说明、刷新时间、事件类型等。
在本系统中,伺服电机运行在16 个位置的速度是确定的,位置和速度均可以在上位机上设置,然后发送至PCC 。将这些数据封装为一个结构体:
struct MotorCommset { float Position [16];//16 个点的位置 float Speed [16] ;//16 个点的速度 int MotorNumber ;//标示当前设置的是第几台电机};
3 . 2 Automation Stndio 编程
Automation Studio 为每个应用与程序提供了多种编程方法。包括:梯形图LAD ,指令表IL ,结构文本ST ,顺序功能图SFC , AB , ANSIC 。其中ANSIC 是使用于新一代Automation Studio的功能强大的高级编程语言。利用ANSIC 编写的语言可以实现更高级的功能。在摇摆部分的电机控制中,利用了ANSIC 来实现曲线生成的功能。
3.2.1 对象建立
B&R 的伺服运动控制采用了面向对象的控制方式,使用高级语言C 针对一个伺服控制器创建一个运用对象ax _ obj 后,可以利用针对此运动对象创建的指针* p _ ax _ dat _ ,对电机完成不同的运动控制。
ncalloc ( ncACP10MAN + ncPOWERLINK 一IF , ACP10 NONE , ncAXIS , l , ( UDINT ) & ax _ obj ) ;
每台伺服控制器在硬件上都有一个节点设置部分,可以设置各自的节点号。在命令ncalloc 中通过不同的ACP10_ NODE&n
(转载)

