
|
C7632液压半自动多刀车床是机械行业拥有量较多的一种半自动机床。它采用二极管矩阵顺控装置及继电器逻辑控制系统,液压驱动上下刀架作纵横两个方向的运动,装有液压卡盘。其加工自动化程度及生产效率较高,适用于较大批量工件的车削加工。但由于该机床系统采用的是分立元件,易出故障,且维修比较麻烦,影响了机床性能的正常发挥。 我们根据该机床的问题,采用可编程序控制器改造其控制系统,克服了上述缺点,使机床工作可靠、维修方便,大大提高了机床的工作效率,取得了较好的经济效益。 的选型 (1)控制对象的输入、输出点数输入点即为机床的控制按钮、工作选择开关、行程开关、接近开关等。输出点是控制电动机的接触器、控制液压动作的电磁阀及指示灯等。 考虑到节省改造费用,应尽量压缩输入、输出点数。在某些场合,输入点可以一点两用。如某行程开关只在自动循环时有用,而某按钮只在手动调时用,当输入点不够时,则可将上述两个输入信号共用一个PLC输入点,利用PLC的转移标号指令,不会使两个信号混淆。同样,为节省输出点,也可将与自动控制无关的输出点,如电动机的起动、停止,仍用强电回路控制。 (2)控制对象的输入、输出类型一般的机械加工设备,采用开关量控制,选用直流输入,继电输出型的PLC。输入还有交流型和TTL电平型,而输出则有晶闸管型及直流晶体管型,可适应不同的需要。另外还有各种特殊类型的模块,如A/D、D/A模块,外部可调计时/计数器模块,高速计数器模块等。 程序的编制步骤 (1)编制开关表即将机床的各输入输出元件分配到PLC输入输出点上,即分配地址。以C7532车床的部分开关表为例,见附表。
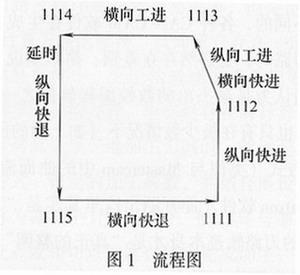
(2)按照加工工艺要求,编制动作流程图或开关动作表以C7632车床的下刀架的一种加工流程为例,动作流程图如图1所示。
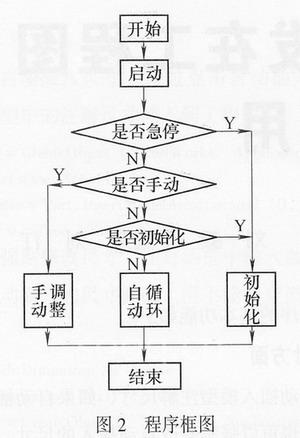
(3)拟订程序框图程序框图可参照计算机程序框图的编制方法。以C7632车床的程序框为例,如图2。
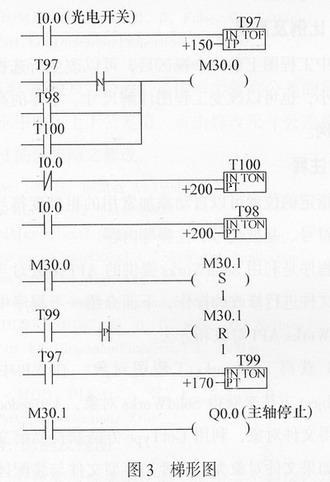
(4) 编制梯形图程序根据程序框图,开关表及动作表即可直接在编程器键盘上键人程序。编制程序可分段进行,先编制自动循环程序段、手动调整程序段、初始化程序段,后分段模拟运行调试后串联起来。运用转移、标号指令,可将复杂的程序分解成功能程序段,有利于程序编制及调试。以半自动车床自动循环与手动调整程序为例,若开关1127为手动/自选择开关,可按如下方法编制程序(见图3):
当开关1127接通时,程序按下列顺序扫描执行:1、3、…、20、40,再返回到开头,执行手动调整程序;反之,开关1127断开,程序扫描顺序为2、21、…、40,再返回至开头,执行自动循环程序。 其自动循环工作段的程序,可采本控制器编程语言中特地为顺序控制设计的步进器功能编制。 梯形图编制完成,并通过模拟器模拟运行后,通过打印机打印梯形图文本。当PLC安装在现场设备上后,可通过编程器与其联机,采用“故障检测”方式逐点检查现场设备的输入、输出元件是否连接正确,工作是否正常。在联机状态下,运行梯形图程序,并对运行结果进行监测、修改,直至程序运行完全符合要求,即可使 PLC控制设备正常工作。 3.结语 采用PIC改造C7632车床后,车床的电气故障减少90%以上,工作效率大大提高。由于PLC的控制功能强,使机床的自动化程度提高,又因为程序编制时增加了各种保护功能,使机床不会因误操作而造成损坏。 整个改造过程历时不到一周,停机时间只有两天,费用不到3000元。因此我们认为,采用PLC改造C7632车床及类似的机床,是完全可行且易见成效的技改捷径。 |

(转载)

