
随着电气方面的不断发展,对铜导线的质量要求越来越高,为了获得优质的光亮铜杆,国内外设备制造厂家和铜线杆生产厂家均在生产工艺、装机水平、质量检测和管理方面作了大量工作,以提高质量,降低成本。特别是无氧铜上引连铸生产工艺的出现,为电线电缆行业提供了由电解铜板直接生产φ8铸态无氧铜杆的加工可能,大大提高了铜线杆生产的自动化程度,特别是在牵引速度、收卷容量和产品质量等方面都比以往有了较大的提高,整机性能大为改善[1]。
为了进一步提高铜杆的质量和产出效率,我们将交流伺服电机驱动系统引入铜杆上引连铸机上,取得了很好的效果。
铜杆生产的控制方式
铜杆生产控制方式从过去到现在经历了几个发展、演变过程:
传统凸轮方式
传统的方法,是采用交流异步电动机连续运转,通过凸轮等机械结构来保证铜杆牵引的起行和停止动作,最大的缺点为起停频率最大只能
开关控制方式
采用伺服驱动器后最早的控制方式为开关控制方式,即简单地利用PLC的一个输出接口,根据Ton和Toff来控制输出继电器的导通时间和断开时间,使伺服驱动器的模拟输入接口在可调电压和0之间切换,从而控制电机运行的速度和起停时间,工作方式如图1所示:
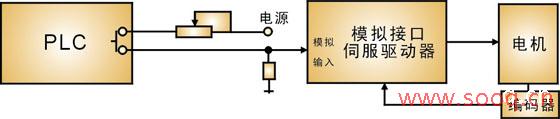
图1 开关控制方式
开关控制方式虽然控制方式简单,但在提高开关频率后,由于负载情况的变化,实际的Ton和Toff时间每个周期都不同,导致结晶时间不均匀和铜杆节距L一致性差,在实际生产过程中断杆率较高,生产出来的铜杆也不符合质量标准。
数控控制方式
为了在保证铜杆质量的前提下提高铜杆的生产效率,我们采用数控控制方式,将我公司生产的车床数控系统替代PLC,根据连接在电机轴上的编码器反馈作为铜杆位移的当量的反馈值,并与程序设定的位移量比较,从而可以保证铜杆节距L的一致性。其工作方式如图2所示:
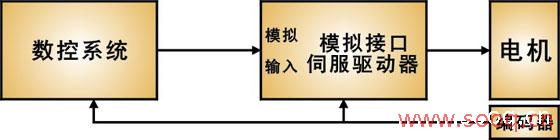
图2 数控控制方式
采用数控控制方式可以与大部分的伺服驱动系统连接,只要其具有模拟式接口,考虑到成本以及伺服驱动产品的成熟度的关系,以前都会选用这种工作方式。
PLC位置控制方式
随着驱动控制技术的发展,数字化技术在驱动产品上的应用,数字式的伺服驱动器可以具有位置闭环功能,即可以接受外部上位机(如PLC)发出的脉冲信号,脉冲信号的频率对应电机的运行速度,脉冲的个数对应电机运转的角度。而且随着电力电子技术的发展,数字式伺服驱动系统产品的价格大幅下降且可靠性也得到了极大的提高。因此,采用PLC位置控制方式也成为了可能。其工作方式如图3所示:
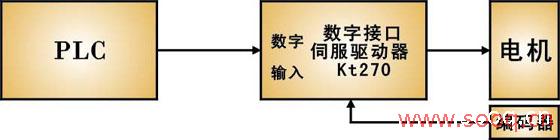
图3 PLC位置控制方式
我公司生产的KT270全数字交流伺服驱动系统采用DSP(数字信号处理器)芯片,该芯片专用于大量数据的实时分析和处理,可以高效地完成位置环、速度环和电流环三环的闭环运算,轻易地对电机进行矢量控制和最优化控制,不仅使电机运行平稳,而且动态响应快、超调小。配合最新的智能化功率器件IPM,使驱动器的整体可靠性大为提高,体积小巧、操作简便,监视功能齐全[2]。
由于具有脉冲位置及模拟速度二种输入控制方式,可以很方便地与模拟输出的中高档数控系统组成位置闭环系统,也可以很方便地与脉冲输出的经济型数控或PLC系统连接,以实现对铜杆牵引的控制。
另外,由于伺服驱动系统内还可分别设置位置输入和输出指令脉冲的分、倍频(电子齿轮功能),大大方便了系统工艺参数的调整。
该伺服驱动系统过去一直和数控系统配套,在机床行业的应用已经有了数年的经验,最近几年由于市场的需要,还拓展了不少应用领域,例纺织、包装等行业。冶金行业和这些行业的应用有较大的不同,特别是铜杆上引连铸机对伺服驱动系统有着更特殊的要求,要求有更快的响应速度、更强的环境适应能力和更高的可靠性。
铜杆上引连铸机对伺服驱动系统的特殊要求
较快的响应速度
铜杆上引连铸工艺需要电机带动减速机减速后通过牵引,从高温铜冶炼炉中将铜水往上牵引出来,过快的牵引速度会导致结晶时间不够,铜杆极易断裂,需要整机停机重新牵引;不稳定的牵引速度又会使铜杆生成过程不均匀,极易出现裂缝,在后期冷轧过程中极易断裂;过慢的牵引速度又会降低整机的生产效率,即在相同时间的熔炉电力耗费,产出的铜杆吨数少,而这对冶炼行业来说是一个很
考虑铜杆的比重p及铜杆的直径d,通过简单的比例换算,可以得到另一个比较直观的铜杆生产效率指标,即出铜平均速度V,单位为m/min,它和比重p及铜杆的直径d是一个线形函数,如下所示:
Y=K×p×d×V,
其中K为比例系数,p和d是常数。
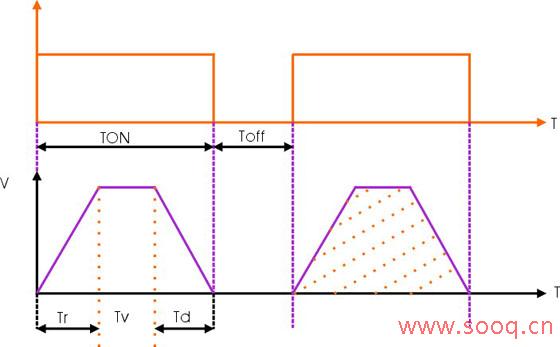
出铜平均速度V和铜杆节距L、运行时间Ton和停止时间Toff有关:
V=L/(Ton+Toff),其中Ton和Toff又由加工工艺所决定。
在图4中,运行时间Ton又由升速时间Tr、高速运行时间Tv和降速时间Td组成,即:
Ton=Tr+Tv+Td;
在有限的Ton时间段内,要保证铜杆节距达到L的设计值,就必须使电机速度尽可能的高,而且在相当短的时间段内,尽量缩短升速时间Tr和降速时间Td,使电机在高速段有一定的运行时间,从而保证在Ton时间内的位移达到铜杆节距L的设计值。
根据负载情况和用户选用的减速机的减速比等数据,我们选用了21NM 2000r/min的电机。该电机的电气参数如下:空载电流I=16A,转子惯量为1.29Kgm2×10-3,对应该款电机我们有KT270-50和KT270-
图
75两个驱动器规格可以选用。考虑到功率元件IPM在PWM脉冲脉冲工作下的可利用系数,一般我们取K2=1.4~1.5,根据算式:
Iipm=×I×K1×K2;(其中K1为电机运行允许的过载倍数);
我们分别取Iipm=50和75,可以很容易地得到1.5和2.2两个结果。
电机转速的动态变化过程,其实就是伺服驱动器最大电流输出的过程,即转矩的变化过程。当电机转速从0迅速上升到额定转速的瞬间,由于转速环的闭环作用,速度误差最大,转速环即输出最大正的转矩值;当电机转速从额定转速迅速下降到0的瞬间,同理,转速环即输出最大负的转矩值[3]。因此,要取得较短的升速时间Tr和降速时间Td,最大输出转矩(过载能力)越大越好。所以,为了保证有较高的动态响应,我们选用了过载倍数较大的KT270-75规格驱动器。
根据试验结果,我们得到在空载条件下,KT270-75驱动16NM 2000r/min伺服电机的升速时间Tr(0~1000r/min)和降速时间Td(1000~0r/min),分别为35.2ms和20ms。
一般来说,带上负载后的升速时间Tr和降速时间Td和空载条件下的Tr和Td成线形比例关系,比例系数即为负载惯量和电机转子惯量的比值。
较强的环境适应能力
由于高温熔炉的加热方式一般都采用电磁涡流加热,由大电流产生的磁场干扰特别严重,会通过空间辐射影响驱动器,特别是在生产现场,强弱走线不是严格分开,干扰也会通过驱动器的进线接口耦合进入。在所有其它的干扰种类中,辐射和耦合这两种干扰对驱动器的正常工作影响最大。
KT270系列交流伺服驱动系统由于采用了数字化技术,大部分的器件都是采用数字电路。所有的模拟信号,如电流、电压等模拟信号在经过简单的滤波处理后,都立刻通过模数转换电路转换为数字量,直接送入数字信号处理器(DSP)中,并根据不同的通道和信号采集要求,在DSP中采用各种不同的软件滤波方式滤波,通过数字方式实现原来模拟电路才能完成的功能。
由于软件滤波的灵活性,可以灵活实现低通、高通和陷波等滤波功能,针对外部不同的干扰信号的特点,采用不同的滤波方式,已达到理想的抗干扰能力。
差动输入具有平衡输入的特点,可以减小共模向串模转换的效率,因此干扰对系统产生的影响也会大大降低。KT270系列产品对一些敏感的信号都采用差动输入接口方式:如模拟输入接口、脉冲输入接口、编码器反馈输入接口都能对共模干扰有很强的抑制能力,在实际应用中具有明显的效果。
采用数字方式还有一个最大的好处就是对周围环境抗干扰能力强,无温漂、零漂等模拟电路所无法克服的缺陷。KT270伺服驱动器环境温度适应能力很强,不仅可以在-10℃左右正常通电运行,也可以工作在高温+55℃的环境,因此,完全可以在周围有熔炉的高温环境下工作。还由于控制参数已经是数字量化了的,所以可以保证控制性能不会受温度的影响有任何的改变。
较高的可靠性
因为使用熔炉,铜杆上引连铸机一般都是处于连续24小时不间断的工作状态,这样对整体的电气系统在可靠性方面提出了很高的要求。
KT270由于大量采用了含有较新技术含量、集成度较高的器件或模块,所以元器件少,因而由于元器件质量或焊接质量引起的故障会降低。另外,该系列产品还具有完善的监视功能,如电机的转速、当前位置、位置指令、位置偏差、电机转矩、电机电流、位置指令脉冲频率、转子绝对位置等17个参数,可以方便用户了解驱动器的工作状态。
另外,还有许多保护功能,如驱动器过流、短路、过载、主电路过压/欠压、制动异常、编码器异常、超速和位置超差等,最新的10个报警都会记录在驱动器内,以便于产品的维修及故障分析和判断。
结语
综上所述,我们最终采用了PLC位置控制方式,利用伺服驱动系统相应速度快、适应能力强和可靠性高的特点,应用于铜杆上引连铸机上,取得了良好的效果
(转载)

