
与普通机床相比,数控机床具有许多显著的工艺特点和编程技巧,如能充分挖掘数控机床的性能特点,灵活应用,在工艺和编程上打破常规,采用非常规的加工工艺和编程方法,可大幅提高生产效率和产品质量、减少刀具消耗,大大降低加工成本。近年来,机械制造业设备的数控化率讯速提高,全机能数控车床、数控立式车床、立式加工中心和卧式加工中心等数控机床的应用越来越普及。
东风柳州汽车有限公司在数控机床的长期应用中,通过不断地探索和实践,在加工工艺和编程上,自创了一套在教科书、数控机床应用技术资料和机床编程资料上无相关介绍的非常规加工工艺和编程方法,使数控机床的功能得到充分发挥,不仅提高了生产效率和产品质量,也降低了刀具消耗。下面介绍一些东风柳州汽车有限公司通过实践探索出来的打破了传统加工工艺和传统编程的方法,与读者分享。

问题的提出
数控机床与传统的普通机床、专用机床相比,具有加工零件柔性化、适合于多品种零件小批量加工的优点,同时具有加工出的零件形位精度高、易实现一人多机操作等优点。但是,在零件的大批量生产中,其与专用机床如多工位组合钻床、立卧组合镗床以及多轴车床相比,会暴露出其工序过于集中、生产效率低、生产节拍时间长、刀具消耗成本高(通常采用山特维克可乐满、日本三菱和瓦尔特等公司的进口刀具)和加工成本高等缺点,因此,随着数控机床在零件大批量生产上的广泛应用,提高生产效率、减少节拍时间、降低刀具消耗和降低零件的加工成本成为用户急需解决的问题。
解决方案
据了解,由于受到长期应用传统机床加工工艺的影响,用户在数控机床的应用中往往摆脱不了传统工艺的约束,或是在加工程序的编制中受到使用循环程序(如镗孔循环程序G85和G87、车端面循环程序G94以及车外圆内孔循环程序G90)的约束,加工零件同一部位(如端面、内孔或外圆等)时,往往采用单一固定的主轴转速和进给量进行编程加工。在粗加工、半精加工中,在设备、刀具和夹具已确定的前提下,主轴转速、进给量和切削深度往往受到刀具的制约,如刀具易崩刃时,经常采用降低主轴转速、减少进给量或切削深度的方法来解决,同时也带来生产效率降低和加工成本提高的负面影响。
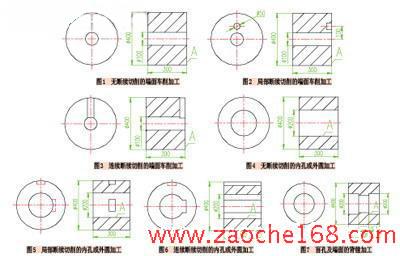
东风柳州汽车有限公司经过近15年应用数控机床的实践与探索,逐步摆脱传统加工工艺和加工编程编制方法的约束,找到一种有效提高生产效率、降低加工成本的方法。根据各种不同类型的零件,按加工部位的形状进行分类,可分成如表所列的典型类型,在零件的加工过程中,在设备、刀具和夹具已确定的前提下,线速度、进给量和切削深度是影响生产效率、刀具耐用度、表面粗造度及尺寸精度的主要变量,因此,灵活地运用非常规的加工工艺和编程方法解决好它们之间的关系,可提高生产效率,降低加工成本,为直观阅读现列表进行介绍。
运用非常规编程方法对不同类型零件加工的效果
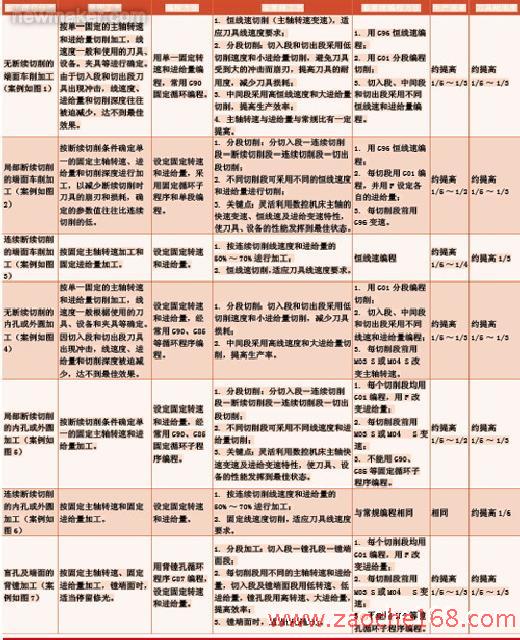
综上所述,非常规加工工艺和编程方法其关键技术主要在于打破传统加工工艺采用固定的线速度和进给量进行加工的约束(因为以往使用的普通机床和专用机床主轴转速和进给量在切削过程中一般无法改变其大小),在切削过程中,不管切削到任何部位都可随心所欲地进行主轴变速或进给量改变。不过在实际应用中,在切削加工同一部位的粗加工、半精加工时,应进行进给量的改变,精加工时不应改变进给量,因为进给量改变,加工尺寸的大小会受到影响。在生产中,主轴变速或进给量改变需灵活使用。
结论
经过有益的探索和尝试,东风柳州汽车有限公司结合实际在数控机床的推广应用中,充分发挥数控机床可恒线速加工、主轴变速和进给量变速快且灵活的优势,使选择的切削用量适应于不同切削条件下刀片切削性能的要求,采用非常规工艺和非常规加工程序的编程方法进行加工,使生产效率和刀具耐用度达到最佳效果,从而降低生产成本。
(转载)

