
模具分上模、下模两套;模架用以夹持上、下模,并完成方向盘生产所必须的所有动作;高压发泡机系统用以完成iso(异氰酸脂)和pol(聚醚多元醇)两种化工原料高压混合在方向盘骨架上形成一层自结皮泡沫。汽车方向盘生产设备主要由模具、模架、高压发泡机系统组成。
汽车方向盘模架生产的工艺过程如图1所示:

图1 汽车方向盘模架生产工艺过程
首先准备好做方向盘的原材料方向盘骨架和聚氨酯,先开下模、开上模再在模腔里喷脱模剂,再放预先准备好的方向盘原始骨架,接着合上上下模,再把高压发泡里的发泡料浇注到合上的上下模空间里,在特定的环境里熟化一段时间达到预期效果再开上下模架,利用模架里的顶针顶出制品。由于在模架里还是有些毛边,出来的制品在经过一定的修边准形既可入库。
方向盘控制系统计成一个控制柜控制2台液压模架,共有34个输入,18个输出。输入信号有上、下模平台开合到位行程开关、上模平台安全销插入、退出行程开关、制品顶出接近开关信号、开合模按钮、自动、手动、换模工作方式选择开关等,输出信号有控制有无油压的电磁溢流阀、上、下模平台开合模电磁阀、制品顶出电磁阀、安全锁销电磁阀、定时器、声光报警器、信号灯等。根据生产工艺和机械控制要求,确定选用西门子s7-200系列plc:cpu226(24i/16o)及其扩展模块em223(16i/16o),输入输出均留有扩展余地,同时将来plc外部输出触点损坏,仅修改一下程序即可,无需拆卸plc。
此系统控制中的电磁阀是有一号模架与二号模架控制。一号模架为主模块有s7-200系列plc-cpu226(24i/16o)控制一号电磁阀, 其输入输出端子功能如表1所示。二号模架为扩展模块有s7-200系列plc-em223(16i/16o)控制二号电磁阀,其输入输出端子功能如表2所示。
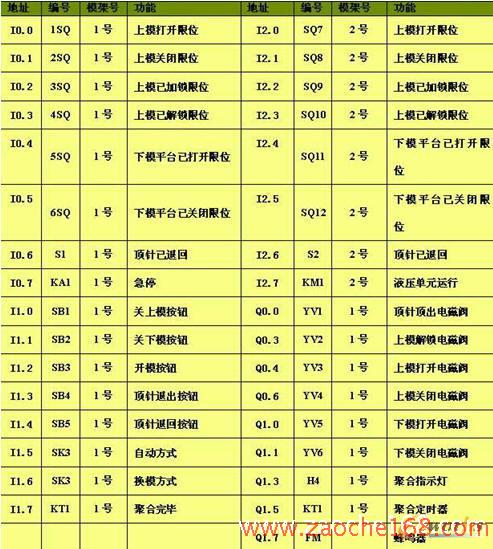
表1 cpu226各输入与输出端子功能表
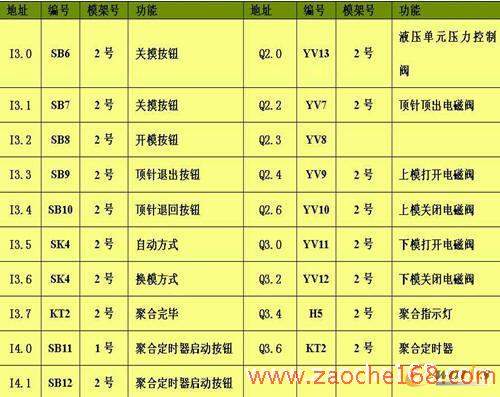
表2 em223各输入与输出端子功能表
安全问题是至关重要的,机械上除安装平衡阀以使上下模平台任意位置均可停住,上模打开后安全锁销插入,防止上模落下外,电气硬件设计中采取以下措施:
合模设置双手按钮,防止操作工合模过程中发现骨架没放好等原因将手伸进模腔造成事故;
自动方式开模时不设置成点动方式,即设计成按开模按钮直到下模开到位后方可松手,防止点动开模钮后,工人即离开操作台到模架附近上模打开时的易伤人事故;
检测“制品”是否“顶出”的接近开关,用于检测油缸活塞杆位置,安装位置有油污,并且若信号有误,顶出器没有回位情况下合模,将导致顶出器将上模顶坏,造成设备事故。
软件设计
根据工艺要求,程序有三种工作模式:自动方式、手动方式、换模方式。自动方式用于正常生产,以提高工作效率;手动方式主要用于测试模架所有动作是否可靠,以及微调整用;换模方式主要用于更换模具使用。1、2号模架程序相同。
由于一个控制柜控制2台液压模架,两台模架生产过程相同,其中一个模架的程序流程如图2所示。

图2 方向盘模架程序流程图
在程序设计中,由于方向盘生产工艺要求发泡料注入模腔后的初始10s锁模力要足够大,上、下模具间要求间隙要很小,否则制品飞边较大,浪费原料,也可能产生其它因泡沫结构不好而导致次品。由于机械上不论平衡阀、油缸多好,其密封均可能磨损而导致泄漏,可将程序中控制下模关闭的电磁阀q1.1在关闭到位后延时5s再断电,持续给油缸供高压油,补偿泄漏损失,有效地解决了问题,大大提高产品的合格率。
部分程序设计
图3为系统工作方式的梯形图,其中合摸设置为双手按钮是为了防止操作工在合模过程中发现骨架没放好等原因将手伸进摸腔造成事故。接通延时计时器ton设定时间t=50×100ms=5s,主要用以关下模的电磁阀到位后延时5s再断电,持续油缸供高压,补偿泄露损失,有效解决难题,大大提高了产品合格率。图4为液压液压单元控制阀及控制聚合指示。泡沫聚合为此模架系统最后道时序,聚合时要有聚合定时,当达到聚合理想值时,既聚合完毕,控制面板上聚合合完毕指示灯亮,程序完毕。图5为系统自动运行方式的梯形图,由于顶针顶出是选用的是自动模式顶针顶出,主电路i/o配置中的sb4键模架台上按下顶针顶出键,程序中还设计了换模方式下关上模与开下模的操作。图6为模架解锁/加锁控制的梯形图,上模解锁和上模加锁就是在上模已加锁限位上加一个延,来使发泡料有一定的时间聚合,ton接通延时为1s,还有检测制品是否顶出的接近开关,用于检测油缸活塞杆位置,安装位置有油污,并且若信号有误,顶出器没有回位情况下合模,将导致顶出器将上模顶坏,造成设备事故。
结 语
该系统经过改造后,不仅提高了生产效率和抗干扰性能,降低了废品率,而且系统具有友好的中文界面,能对参数进行设置和修改,对故障能进行很好的监测及显示。
(转载)

