
随着汽车工业的发展,特别是轿车向着轻量、高速、安全、节能、舒适、低成本的方向发展,工程塑料在汽车材料中的地位日趋重要,汽车保险杠用PP改性料以它良好的加工性能、冲击性能、耐老化性能、及高强度、质轻等各种优点是汽车用工程塑料用量较大的一个品种。
富康轿车保险杠材料的开发有两个难点。一是材料理化性能指标的要求;二是成型工艺的要求。国内一般的保险杠用PP改性粒料的收缩率在1.1—1.3之间,而富康轿车保险杠由于模具的特点,要求PP改性粒料的收缩率必须达到1.45--1.55之间,这是研制富康用轿车保险杠料的关键所在。其次,由于富康轿车保险杠成型面积大,为保证成型产品有很好的外观性能,要求保险杠料必须有良好的流变性能,以保证成型工艺的顺利进行,使成型产品有良好的外观性能。
在研制过程中我们经过反复试验,采用多种试验手段做了许多分析对比,最终取得了满意的结果。
二、试验部分
1.主要原材料
PP P340 MFI=1.0 盘锦石化; PP K1008 MFI=10 燕山石化; LDPE 1C7A 燕山石化
EPDM 荷兰DSM公司; SBS 792 岳阳石化总厂; POE 美国杜邦公司
PE蜡 武汉高分子材料厂; 滑石粉 1250目 广西龙广滑石公司; MBS 进口
黑色母粒 美国卡博特公司; 抗氧剂 1010 、168 天津力生化工厂; Cast 温州助剂总厂
2.试验设备
熔融指数仪 μPXRZ-400C 吉林大学科教仪器厂; 热老化箱 上海产
万能试验机 WSM-2000 长春智能仪器设备研究所; 流变仪 PLE331 Braebendar
制样机 承德宝华电器有限公司; 注塑机 TP120T 北京信冠机械设备制造有限公司
挤出机 TM40MVC/D-40 意大利MARIS; 冲击机 XJD数显 承德宝华电器有限公司
工艺流程和条件
流程:A:原料混合——挤出造粒——注塑保险杠——外观成品检验
B:原料混合——挤出造粒——注塑打样——检测分析
工艺条件:
挤出温度 200--240℃; 螺杆转速 300转/min; 打样注塑温度 190--210℃
保险杠注塑温度 210--250℃; 检测方法 ASTM
三、结果讨论
1. 橡胶对共混材料性能的影响
PP是一种综合性能比较好的通用塑料,但由于其是高等规度、大球晶聚合物,从而表现为低温脆性。改善PP的低温脆性是PP改性的主要问题,也是该产品研究开发的首要问题。与橡胶共混是改善PP低温脆性的最有效途径,根据溶解度参数相近的原理及有关资料介绍,我们选择了EPDM、SBS、POE等几种弹性体作为PP的增韧剂试验。
A. 增韧剂的选择
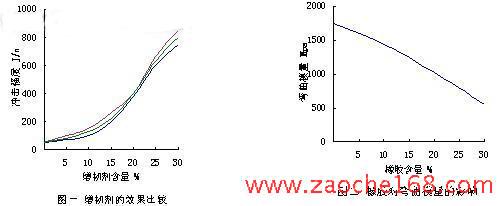
几种增韧剂对PP的增韧效果,如图一所示。从图中可看出EPDM和POE的增韧效果优于SBS,POE前期效果优于EPDM,当含量达到20%以上时,EPDM优于POE。几种橡胶增韧效果都比较理想。随着橡胶含量的增加缺口冲击强度也逐步增加,其内在原因是分散相的橡胶微粒吸收和分散了大量的冲击能,橡胶微粒作为大量的应力集中物。当材料受到冲击时,引发大量的裂纹起到吸收和分散冲击能的作用。同时大量裂纹之间互相干扰,阻止裂纹的进一步发展,从而改善了PP的韧性。
从试验中我们也发现,橡胶对PP韧性的改善,除了橡胶含量之外,和橡胶在PP中的分散程度关系很大,分散粒径越小越好。从分散程度看POE相对好分散一些,EPDM和SBS次之。
从试验中我们也发现不同的橡胶对PP的流动性影响也不一样。如表一所示,在橡胶含量为25份时,SBS对流动性影响最大,POE影响最小。为了保证最终产品的流动性,选用不同橡胶时,应在流动性上设计不同的配方。
表一:橡胶对聚丙烯流动性的影响

B. 橡胶对弯曲模量的影响
加入橡胶后材料的弯曲模量变化如图二所示,随着橡胶含量的增加,材料的弯曲模量逐步下降,从一开始的1600MPa下降至600MPa,配方设计时应依据产品的要求选择合适的橡胶比例,保证最终产品质量。
试验中我们还发现EPDM对模量的下降程度比SBS和POE稍微严重一些。
C. 橡胶对材料拉伸强度的影响
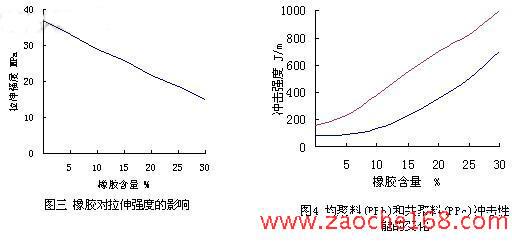
如图三所示,橡胶含量的增加,材料的拉伸强度逐步下降,当橡胶含量从0增加到30份时材料的拉伸强度由原来的35Mpa下降到16MPa,这主要是由于橡胶的加入,虽增加了材料的冲击性能,但同时也破坏了聚丙烯的高结晶性导致了强度的下降,当橡胶含量为30份时,屈服拉伸强度下降了50%。
2. 聚丙烯品种对材料性能的影响
聚丙烯自身的性能对共混材料性能的影响也很大。首先聚丙烯分为均聚料和共聚料两种,均聚料拉伸强度和模量高一些,而共聚料的冲击强度较均聚料高。随橡胶含量的增加,均聚料和共聚料各自共混料的冲击强度变化如图4所示。
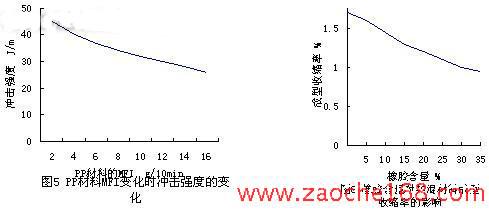
此外,聚丙烯流动性对材料性能也有一定的影响。一般来说,MFI增大时,材料冲击性能、弯曲强度和拉伸性能都会有不同程度的下降。这是由于MFI增大时表示聚丙烯分子量减少,导致材料性能下降。不同MFI时PP的冲击强度变化如图5所示。
3. 共混材料成型收缩率的控制
成型收缩率是富康轿车保险杠料研究的一个关键问题。PP橡塑共混材料的成型收缩率主要受橡胶含量和PP分子量的影响,如图6所示为橡胶含量对成型收缩率的影响。从图中可以看出随橡胶含量的增大,成型收缩率呈下降趋势。这是由于橡胶的加入破坏了PP原有的结晶度,使结晶率降低,从而导致成型收缩率下降。
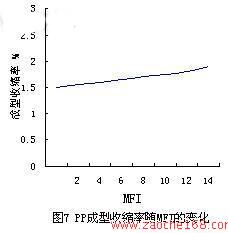
此外成型收缩率和PP分子量大小也有关系。当分子量增大时,PP的结晶度和结晶率都呈下降趋势,从而导致成型收缩率减小。而当分子量减小时,PP结晶速度和结晶率都增大,成型收缩率也随之增大,图7所示为PP成型收缩率随MFI的变化趋势。
3. 共混材料流变性能的控制
富康保险杠由于面积大,同时又是薄型保险杠,因此要求原料必须有合适的流变性能,否则产品表面会出现花纹,影响表面质量。为此我们采用德国PLE331型Braebendar流变仪进行了不同配方的流变分析,结果如表二所示。
从表中可以看出不同润滑剂的加入都不同程度的改变了材料的流变性能,同时材料MFI的增大,流变性能也相对得到改善。但最终还要考虑材料的总体性能。
表二 不同配方流变性分析

注:1#为基本配方;2#加入PE蜡;3#加入LDPE;4#加入EVA;5#加入MBS;6#为增大MFI;7#为DSM料。
表三 不同配方保险杠材料的对比

5. 最终配方试验
根据以上的试验结果,我们配了三组配方进行了小批量生产,并进行了保险杠制作,结果如表三所示。
从表中可以看出我们研制的B、C配方材料性能全部达到进口料的标准(在相同的注塑条件下),其工艺性能和外观质量也达到了进口料的水平,而且工艺可调范围广。其中A--22号配方最好,结果比较理想。
试验过程中我们还发现,除原料配比外,挤出共混工艺对共混材料最终性能也有一定的影响。如挤出温度、挤出产量、螺杆转速等,其中挤出温度影响最大,在此就不做详细介绍。
四、结论
1. 采用国产设备、国产聚丙烯选择合适的工艺和先进的配方,完全可以生产出合格的富康轿车用保险杠料,达到进口料的标准。
2. 选择增韧剂时必须从配方整体出发。
3. 流变性的控制是富康车保险杠料的一个重要指标,批量生产时应严格控制。
(转载)

