
中国汽车工业针对性地提出的“提高效率,降低成本”的要求,汽车制造业及其制造装备供应商都在各个方面不断改进加以适应。其中先进刀具的应用就是最重要的手段之一。汽车制造业的发展和进步,离不开生产制造技术及装备的提升与革新。本文主要在动力总成的高效加工方面,就发挥先进刀具的性能与动力总成生产线的提高效率和降低成本之间的关系谈一些想法。
目前现代汽车动力总成生产线具有以下明显的特点:多品种、中批量生产;高效率;节拍快;低成本。其中的高效率和低成本,需要设备与刀具的合理匹配。因此,在应用先进刀具时,在规划的设备上,为了达到高效率和节拍平衡,要求使用高速度、高进给的刀具;规划时往往会牺牲刀具寿命来满足节拍要求,但同时又要求保证最低要求的刀具寿命;设备规划时仅在节拍允许的范围内,才可能考虑延长刀具寿命。因此,在动力总成的高效加工中,充分、合理发挥先进刀具的性能是最重要的手段之一。
先进刀具在提高效率中的关键作用
汽车工业的动力总成生产中关于提高效率的要求,就是使用尽可能少的机床在单位时间内生产尽可能更多的零件。具体到先进刀具应用上,就是提高单位时间的金属切削率,减少机床非切削的辅助时间,提高机床的开动率。
先进刀具提高机床单位时间的金属切削率,主要通过先进刀具的高切削速度、高进给来实现。动力总成生产线追求高效率带来了高速CNC机床的大量应用,同时也要求刀具具备高速切削的能力。刀具本身大量应用高速切削的材质如PCD、CBN、陶瓷、硬质合金及复合涂层等。先进刀具刀柄大多应用具有很好的平衡性能的高转速的HSK系列刀柄设计来适应刀具的高速切削。以上条件保证了刀具在加工中的高切削速度和高进给应用。如典型的由铝合金铸造的发动机缸体,其缸盖结合面如图1所示,有20个连接螺栓孔需要加工,在底孔加工中选用先进刀具和传统刀具将对生产线加工效率有着极大的影响(见表1)。
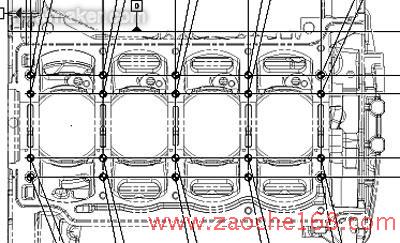
图1 发动机缸盖结合面
表1 在底孔加工中选用先进刀具和传统刀具的比较

通过表中的数据对比,可以知道在加工该工艺底孔时,传统刀具的加工时间是先进刀具加工时间的370%,如以生产线的规划节拍为75s来计算,选用传统刀具至少需要2台机床同时加工该工艺底孔才有可能满足节拍要求。而选用先进刀具只需要1台机床加工该工艺底孔就可以满足且可有富裕时间加工其他工艺要求。由此可见,刀具的高速度、高进给保证了生产中对加工效率越来越高的要求。
先进刀具通过组合刀具的合理、大量使用来减少机床非切削的辅助时间,达到提高动力总成生产线生产效率的目的。先进刀具中的组合刀具具有如下特点:高效率、高质量和高稳定性。组合刀具一般是将几个加工内容组合在一把刀具上,从而只通过一次进给,便可完成全部的加工内容。这样不仅减少了加工时间,同时也减少了如换刀等辅助时间,提高了生产节拍和生产效率,在现代汽车动力总成制造中的应用越来越广泛。如在动力总成中常见的20个螺纹M10X1.5的底孔加工时,往往需要倒角或有沉孔(见图2)。
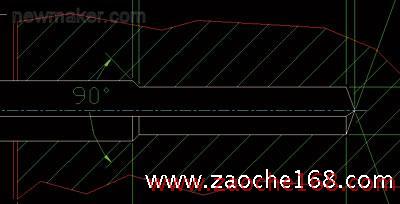
图2 螺纹刨面图
比较采用一般的D8.5钻头+倒角钻二次加工与组合加工的台阶钻一次加工的结果,表2的结论清楚地表明,采用一次加工的组合台阶钻比钻头+倒角钻二次加工可以节约的辅助时间占总加工时间的17%。当然,不同的加工状况会有一定的差异,但上述结论说明先进的组合刀具在动力总成提高效率中能够起到重要的作用。因此,为了尽可能减少辅助时间,提高加工效率,汽车动力总成加工中大量应用先进组合刀具才能满足高效率的要求。
表2 传统加工工艺与组合加工的比较

先进刀具的优化应用,可提高刀具寿命,减少生产中刀具换刀频次,提高机床的开动率,从而提高生产线的生产效率。例如某铝合金缸体上的水泵孔粗加工(见图3),原方案采用硬质合金刀片,刀具寿命80件,每班需换2次刀,每次换刀时间15min,对机床的开动率有较大的影响。新方案采用PCD焊接刀片,刀具寿命1 000件,极大地减少了换刀时间。
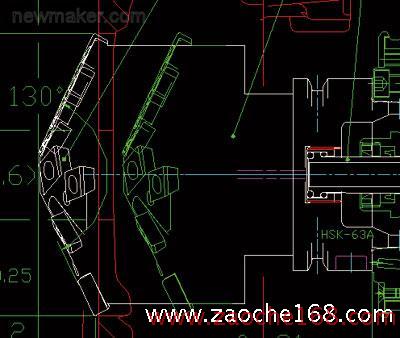
图3 某铝合金缸体上的水泵孔粗加工
两种方案的比较如表3所示,先进刀具的方案相比较原方案仅在换刀时间上就可为生产线每年节省1个月时间,如可以充分利用该时间,在不增加设备和人员的前提下每年可以多生产约2万个零件,这将极其有效地提高生产线的生产效率。
表3 选用硬质合金刀片与PCD焊接刀片的加工比较

先进刀具在降低成本中的主导作用
汽车行业的成本统计中,刀具成本仅占动力总成总成本的3%~5%,但它却能影响总成本的20%~30%。这主要来自于先进刀具带来的生产效率的提高而导致生产线生产成本的下降。先进刀具不仅能直接降低动力总成的刀具成本,而且能间接带来生产成本的显著降低,符合“精益生产”原则——用最小投资赢得最大经济效益。先进刀具在动力总成降低成本的主导作用,主要体现在降低设备投资、降低零件单件刀具消耗费用和减少生产费用等方面。
先进刀具在项目规划时可以降低动力总成生产线的设备投资。生产降低成本的要求从发动机生产线的立项开始就贯穿发动机项目全过程,始终如一。积极应用先进加工刀具就具有减少设备投资,赢得最大经济效益的作用。例如图1中的工艺分析,采用先进刀具的方案将比采用传统刀具的方案减少1台机床的投资,如果整个项目都应用先进刀具,尽可能减少机床设备的投资,就可以达到用最小投资赢得最大经济效益的目的。再如缸体的启动电机面的加工(见图4),由于被加工面与CNC机床主轴平行,传统方案是使用专机来加工,成本约百万级人民币,且设备柔性差。现可以使用铣削用角度头,直接在标准CNC机床上使用,投资约十万级人民币,并且设备柔性好。很明显,在满足同样的工艺要求前提下,设备投资的下降是非常可观的。
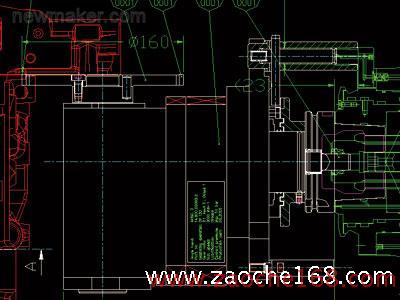
图4 缸体的启动电机面的加工
降低零件单件刀具消耗费用
先进刀具在降低零件单件刀具消耗费用方面也有着不俗的表现。先进刀具的价格往往相对比较昂贵,但先进刀具的性能可比传统刀具有很大提高,综合零件单件刀具消耗费用一般有明显的下降。例如,同尺寸规格的硬质合金铰刀和PCD铰刀在发动机铝合金零件上的加工比较,价格上PCD铰刀一般是硬质合金铰刀的3~5倍,刀具寿命上PCD铰刀一般是硬质合金铰刀的10倍,而采用PCD铰刀,零件单件刀具消耗费用一般可以下降50%或更多。对于现有生产线,刀具技术的不断发展使刀具成本在其性能充分发挥的前提下仍能不断下降。先进刀具的新材质、新涂层,相对于原来的刀具,其寿命往往有10%~30%的提高,而价格一般相差无几。
减少生产费用
先进刀具在生产中可以持续地减少生产费用。先进刀具的干式加工和MQL已逐渐成为未来加工的方向,通过不用和微量使用冷却液,一般可以节约15%的制造成本,另外还可通过减少零件的单位加工时间、减少换刀损失、增加机床开动率、降低刀具管理成本和延长刀具寿命降低刀具的库存费用来降低生产成本。据报道,有部分企业采购了大量的进口高性能机床,但却选用传统的低性能的高速钢刀具,机床的性能只发挥出10%~20%,由于刀具寿命短而机床频繁停机换刀,表面上看刀具成本可能是比较低的,但如从零件的生产成本来看,由于设备的折旧费用摊到较少的零件上,零件的成本势必会大幅上升。因此,明智的选择应该是应用先进刀具,最大程度地提高机床的单位时间产出,从而尽可能地降低生产成本。
(转载)

