
摘 要:本文主要通过对焦炉炼焦生产工艺分析,应用罗克韦尔集成架构自动化平台技术实现了整个装煤车计量过程的全自动监控和生产数据的记录统计,满足了焦炉生产高质量冶金焦的需要,系统的投用提高了企业的自动化水平和生产效率,降低了煤耗和管理成本,在实际运行中取得了很好的效果。
关键词:装煤车 计量 集成架构 Logix平台 ControlNet
1 引 言
我国是世界上焦碳生产大国,但焦化生产的装备水平与发达国家相比普遍较低,而焦炉装煤车是焦炉生产的重要工艺设备之一,装煤车工作于焦炉顶部,它来回行驶在炉顶轨道上,用来从煤塔取出一定重量的煤,通过炭化室顶部装煤孔卸入炭化室内,装煤量的精确检测对焦化厂的各项技术和经济指标的提高以及安全生产都具有重大意义。随着当今国内外自动化技术的飞速发展和普及,装煤车取煤、装煤整个周期计量的过程,向自动化、无人化、网络化、智能化方向发展将是大势所趋,它不仅可彻底改变当前焦炉生产环境恶劣、操作落后、劳动生产率低下的局面,而且对降低炼焦成本,提高焦炭质量,保证安全生产、减少环境污染有着积极的推动作用。
2 项目简介
宝钢焦化一期和二期工程所配套的焦炉装煤车为日本三菱关西化工成套总包引进,其焦炉自动燃烧控制系统(ACCS)为三菱电机MELTAS控制系统,经过二十多年的运行,其控制系统已严重老化,系统又不开放而难以升级,备品备件也已停产,严重影响了日常正常生产;为此宝钢决定对其焦炉ACCS系统进行全面改造,此次改造是宝钢实施全力打造全球最具竞争力的钢铁企业战略步骤之一,其目标就是建设一个低能耗,高效益的环保型绿色焦化厂;我们在反复比较了多套当今市场流行的自动化方案基础上,最终选择以《Logix控制平台》、《NetLinx通讯体系》和《ViewAnyWare可视化解决方案》的罗克韦尔三大核心技术为基础的进行系统集成。
3 系统工艺要求
(1)工艺概述
焦炉装煤车主要完成对焦炉各炭化室的装煤操作,是焦炭生产的一个重要环节,其主要工艺流程为:装煤车沿铁轨行走至煤塔下,打开煤塔下煤孔闸板门由煤塔取一定重量的煤,煤料达到要求重量之后,关闭煤塔闸板门,然后行走至计量工位过磅,简称实车计量值W1,行至装煤的炭化室上方将煤料输送到炭化室内,再行走至计量工位过磅,简称空车计量值W2,W1与W2之差既为卸载量W3,如卸载量W1-W2≤α-β,则本次计量无效,如卸载量W1-W2>α-β,从而完成一次周期计量。其装载时序如下图1所示:
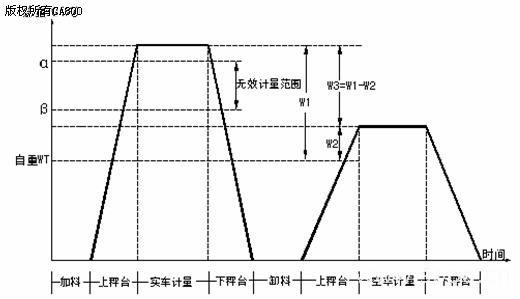
图1 计量时序图
(2)计量控制原理
焦炉形式为电子轨道衡式静态称重,目前市场上大致方式有二类:基坑断轨称重和无基坑不断轨称重,其各自有不同的特长。轨道衡称重原理为:当被称车辆驶过秤台时,通过秤台将力准确的传递到高精度负荷传感器上,各个传感器将此重量信号叠加转换成与之受力成比例的mV级电压模拟信号,该信号通过汇接板传送给称重显示器,并由表内的数据采集系统对此信号进行测量、放大、A/D转换、滤波,经CPU进行处理后成为数字式称重信号,然后经由仪表显示、控制和远传。
(3) 装煤车主要工艺参数
装煤车自重:200吨±10吨;
最大计量范围:40吨;
显示分度:20公斤;
精度:±40公斤;
过载能力:150%;
秤台长度:7600mm;
轨中心距:8265mm。
2.1控制系统构成
(1)系统总貌
根据焦炉装煤车系统的工艺控制要求以及罗克韦尔自动化集成架构的特点,提出以下装煤车自动计量解决方案:
●控制系统完全满足焦炉装煤车计量工艺的要求。
●控制系统为具有Logix控制引擎的FlexLogix/1794处理器,它提供了功能和物理上的分散控制平台,其FlEX I/O采用灵活紧凑的模块化安装设计,并具备热插拔功能且支持危险场合的本安应用,是分布式处理的最佳选择。
●控制系统提供友好的操作界面,通讯开放,使用方便,操作灵活及维护容易。
●控制系统的网络采用CIP通用工业协议的冗余ControlNet现场总线。
●控制系统具有成熟的易配易扩的高柔性系统,并可以在今后相当长一段时间内保持其技术的先进和领先地位,具备安全性、可靠性和开放性特点。
系统配置和组成
系统主要由称重数据采集、基础自动化控制和人机监控管理等部分组成一个基于网络的装煤车自动计量系统,用于装煤车工艺流程的操作及监控、故障报警的监视及确认、工艺过程的动态显示、工艺参数的设定、秤量数据显示及存储、故障及报表打印等。
其配置如下图2所示:

图2 系统配置图
称重数据采集由数个CC52-100电阻应变式负荷传感器、EDI-910称重控制器和大型显示屏等来完成,EDI-910是一种基于重量监测和过程工业控制的终端处理器,其采用先进的高精度△-∑型A/D转换芯片及16位摩托罗拉68k单片机,它充分考虑了工业现场的复杂性,可及其方便地集成于各类控制中与SCADA系统协同工作,可为工业称重需求提供多种应用方案,同时也满足国际计量法组织OIML R76号的建议条款。
大型显示屏设计为户外超高亮度点阵LED显示屏,它位于秤台上方,供装煤车上操作员观察,主要显示装煤车过程量、装载量、状态及报警等信息,它采用MCS-51单片机控制,静态锁存扫描方式输出, 模块化结构设计,大功率驱动,充分保证了发光亮度,极大地提高了显示屏系统的稳定性,完全适应焦炉炉顶的恶劣性环境,并具有防腐,防水,防潮, 防雷,整体抗震性能强等特点。其主要指标有:像素直径Φ5mm;发光管亮度大于600mcd;像素筒平均亮度3.0cd;视角>±60°;像素筒寿命8万小时;可视距离达35m。
基础控制系统配备FlexLogix控制器1台、8个本地FlEX I/O、PanelView 600人机显示终端1台及微型打印机1台,并采用冗余的ControlNet网络配置和模件级的自诊断功能。处理器1794-L34内置了512k用户内存(包含带电池SRAM和非易失性存储器各512k),它主要适合于面向分布式控制的中小型系统,具备无与伦比的灵活性,就地可扩充多达16个具备热插拔的FlEX I/O,并具有多任务操作系统。FlexLogix处理器内置一个RS-232通讯口(DF1 协议或ASCⅡ协议),它以ASCⅡ协议方式连接现场微打,打印内容包含日期、时间、重量、班次等信息。
(3)系统网络通讯
FlexLogix处理器上最多可同时支持两块通讯卡,通讯功能可覆盖罗克韦尔NetLinx三层开放式网络体系,NetLinx架构采用统一的CIP协议实现对EtherNet/IP、ControlNet和DeviceNet的支持。NetLinx 架构贯穿了从现场设备层到制造执行管理层的无缝连接。参见图3所示的NetLinx三层网络结构:

图3 NetLinx 架构示意图
1794-L34处理器所配置的1788-CNCR冗余ControlNet通讯卡,其通讯介质采用同轴屏蔽电缆,ControlNet扫描器口连接了本地PanelView 600彩色显示终端2711-T6C15L1和上位ControlLogix主干系统。ControlNet作为当今先进的高速确定性网络之一,具备高速、安全、可靠、确定性、冗余等诸多优点,实时I/O,设备驱动、操作员接口、信号互锁、对等报文端到端传输(Peer-to-Peer)以及编程配置等都可在同一条链路上实现,ControlNet本质上的确定性可以确保数据何时发送,其可重复性能确保了网络传输时间不会随网络设备添加或删除而改变。它基于生产者/消费者模式(Producer/Consumer Model)允许网络中所有节点同时获取来自同一数据源的数据,最高网络吞吐量达5Mbps,满足了系统对时间有苛刻要求的信息通讯要求。
2.2软件编程
罗克韦尔自动化针对Logix控制平台,提供了当今功能强大的RSLogix5000编程软件,它面向对象的编程、符合IEC1131-3 FBD, LD, SFC, ST编程语言、内置诊断工具等特征,大大地缩短了开发时间和成本,它采用符号化标签和结构数据模型功能使软件编程工作更加轻松,Logix控制平台基于标记或符号的寻址方式,是其它传统的PLC所不具备的,它在处理器内部直接采用基于标签的寻址方式,不需用额外的交叉参考列表来完成标记名与物理地址之间的转换。这样使PC操作站内置1784-KTCX 编程卡,以RSLogix5000编程软件为平台,对FlexLogix处理器可直接应用别名标记编程,使编程工作与硬件设计工作可同步并行执行,缩短了项目实施周期,使程序具有更高的可读性和灵活性。
RSLinx是罗克韦尔为用户提供通讯管理的OPC Server软件,它支持全路由编程功能,只需选择在网络中任意一点接入编程器,就可以访问整个网络上的站点,实现从PC机到工业控制网络上任一模块的通讯方式,通过该软件建立起与工业控制网络上所有设备的通讯链路联接。
ControlFLASH是内嵌于RSLogix5000编程软件中(也可单独运行)对处理器或模块固件(firmware)实现刷新升级的软件,从而保证客户所采购的模块在其生命周期内都能与新技术以及增强功能相适应。需注意的是:在整个模块刷新过程中,且忌掉电或者通讯中断!
Panelbuilder32是基于32位WINDOWS的组态软件,它支持罗克韦尔所有标准PanelView终端,它以其直观的开发环境简化了项目的设计过程,并减少了开发时间和费用。PanelView 600彩色显示终端为装煤车计量控制提供了现场级的人机对话功能,具体包含内容有:日期、时间、皮重、余煤量上限、装入量下限、班次等设定参数及本次装入量、本班计量报表、前班计量报表、流程状态、报警信息、自检测试等监控功能。
RSNetWorx for ControlNet是应用于ControlNet网络组态的管理软件,主要具备网络配置、参数设定、网络诊断等用途。见图4所示的配置图。

图4 ControlNet配置图
由以上controlNet配置图所示,FlexLogix L34处理器网络节点地址为01;PV 600显示终端网络节点地址为03。PV 600在ControlNet上的应用需注意以下两点:
(1)ControlNet节点地址设定
Panelbuilder32中关于FlexLogix L34的ControlNet节点地址的设置,应严格遵循以下格式:1 1 0,参见下图5。

图5 Panelbuilder32配置图
第一位是:1788-CNCR Node Number (1-99) 加空格,
第二位是:FlexLogix Backplane Number (always 1) 加空格,
第三位是:FlexLogix Slot Number (always 0)。
(2)ControlNet数据交换模式选择
FlexLogix和PanelView 600二者经ControlNet网数据交换的方式支持ControlNet-unscheduled非预约数据传输模式,这样可确保Panelbuilder32中的标签名Tag Name与RSlogix5000中别名标签建立统一的地址寻址关系,极大减轻了编程工作量。同时PV 600显示终端的配置菜单中也需设置ControlNet节点地址,并且保持与Panelbuilder32所设置值一致。
3 系统功能实现
装煤车称重控制系统用于给煤量的精确计量,记录和统计装入炭化室的煤量值,并对本班次及上一班次的计量结果进行记录和统计,并将这些数据经冗余ControlNet 网络传送给上位信息管理系统,实现管理级的数据共享。整个系统的操作模式分自动、手动、调整三种方式,正确设定了皮重、余煤量上限、装入量下限、班次及日期时间后就可以开始计量,每个流程包含实车计量和空车计量两个过程,并可实现对不同车号的装煤车计量流程的交叉使用。为保证装煤车的装煤均匀度,如在计量过程中出现无效计量,流程将进行记忆并自动判别是等待还是转入下一个流程。控制系统将过程中的各种状态、称量记录、班次总计等信息传送到大型显示屏、PV 600终端和上位ControlLogix主机,以满足整个工艺控制流程的要求。见图6所示的流程图。

图6 工艺控制流程图
FlexLogix系统为工业控制提供了灵活分散的解决方案,并且具备多任务操作系统,它支持8个优先级任务Tasks,其中一个为连续性主任务(MainTask),其余为周期性任务或事件任务,每个任务(Task)可包含若干个Programs, 每个Programs可包含若干个Routines。装煤车称重控制应用程序由以下几个任务所组成。
(1)主任务(1个):整个工艺流程控制的主任务。
(2)周期性任务(3个):完成系统故障诊断、报警输出、物理状态等任务。
图7所示通过在Logix5000编程软件中应用GSV(获取系统值)指令来取得存储在对象内的控制器系统数据,FAULTLOG对象提供了控制器内部的事件及故障位信息;CONTROLLERDEVICE对象反映了控制器物理硬件的状态信息。应用程序以秒周期对控制器进行周期性扫描,来诊断是否有一般性的故障发生及处理,这样一来即满足于系统对监控工艺的要求,又提高了主流程的响应速度和控制器的资源利用率。

图7 故障诊断扫描程序
(3)事件任务(5个):完成称量数据采集处理、班记录报表、打印输出等任务。
其中图8所示了应用FAL(文件算术与逻辑)指令完成班记录报表的实现,具体方法为选择Control结构体来控制数组指令的操作,通过信息队列机制实现记录添加。当装煤车成功完成一次计量周期后,就将本次装入炭化室的煤量值、日期时间标签、结果标签等记录存入由指针所指向的地址内存,并以增量操作模式来执行下一个记录的存入,直到等于所设置的数据指针长度为止,从而形成完整的班记录报表:

图8 文件算术与逻辑程序
应用程序中有关其余功能的实现,限于篇幅,这里就不在阐述。
4结束语
整个系统投产至今,运行稳定良好,实现了焦炉装煤的自动连续计量,杜绝了人为因素的停产情况,FlexLogix控制平台确保了系统的工艺装备水平、自动化程度、劳动生产效率及安全性都有明显的提高,而且经受住了焦炉炉顶恶劣生产环境的考验,创造了良好的社会效益和经济效益,达到了减耗增产的预期改造效果。
参考文献
[1]浙江大学罗克韦尔自动化技术中心.可编程序控制器系统.杭州:浙江大学出版社,2000
[2]ControlNet for Logix5000 User Manual,Rockwell Automation,2005.11
[3]FlexLogix系统用户手册,Rockwell Automation,2004.6
作者简介
钟华 男 电气工程师。就职于上海大和衡器有限公司技术部 ,从事称重检测及自动控制的设计、开发和推广工作。
(转载)

