
图1 油箱
近年来随着汽车、拖拉机、航空航天、建筑以及运输等工业的飞速发展,相应的工业设备在其产品结构、加工工艺及应用领域不断更新、发展,对产品的加工质量要求不断提高,电阻焊机已成为工业产品覆盖件及零部件加工的主要焊接设备。
电阻焊机在生产过程中可以对各种形状的覆盖件产品进行焊接加工,实现工件的缝焊、凸焊、对焊和点焊的加工过程。它的优点是速度快、深度大、变形小而且生产效率高,并可实现柔性化和智能化控制,可对低碳钢板、合金钢板、镀层钢板和不锈钢板等进行有效地焊接,凭借其高效、独特的加工方式在工业生产过程当中得到了广泛的应用。
电阻焊接过程较为复杂,包含了多种影响焊接质量的因素,如被焊材料、焊接电流、电极压力、焊接时间、设备冷却、电极材料、形状及尺寸、分流和工件表面状态等。如果操作人员在焊接生产过程中不能够掌握正确的焊接方法、技术参数和加工工艺,将给焊接质量控制带来较大的困难。

图2 缝焊机
影响焊接质量的因素
1.被焊材料对焊接质量的影响
被焊材料在实施焊接之前必须进行清洁处理,清理方法分机械清理和化学清理两种。常用的机械清理方法有喷砂、喷丸、抛光以及用纱布或钢丝刷等。被焊材料表面的油污和锈斑会使电极与工件之间的电阻增大、焊点不牢固及焊接过程中产生飞溅,使焊接质量下降。例如在缝合油箱(如图1)或暖气片之类要求密闭的工件时,更应将被焊材料的表面处理干净,因工件需要缝合焊接一周,如果有一处没有处理干净,就会在这一处出现缝合不牢,在工件试压过程中发生漏气现象。对于此类焊接要求较高的工件需用化学清理,用清洗设备配合高温清洗液将工件清洗干净才能够进行焊接生产。用于缝合油箱的缝焊机如图2所示。
2.焊接电流及时间对焊接质量的影响
整个焊接的加工过程由4个基本环节来控制:图3中控制箱面板上的1、2、3和4分别为加压、焊接、维持和休息4个程序,这4个环节循环工作,必要时可增加附加程序。焊接电流的参数调整对焊接质量的控制至关重要,采用递增的调幅电流可以减小挤出金属。被焊金属的性能和厚度是选择焊接电流的主要依据,电流大小和焊接时间、电极压力、维持时间、工件厚度及工件材质等密切相关。焊接时间由焊接电流和凸点刚度决定,焊接时间的调整以周波的整倍计算(一周为0.02s)。通电时间的长短直接影响电流输入热量的大小,由于电极是内水冷却,电极上散失的热量往往是输入总热量的一半,要相互配合调整。在生产过程中,多台焊机的同时工作和电网电压的波动都会对焊接电流产生一定的影响,应考虑电网电压的补偿和采用恒电流方式工作。
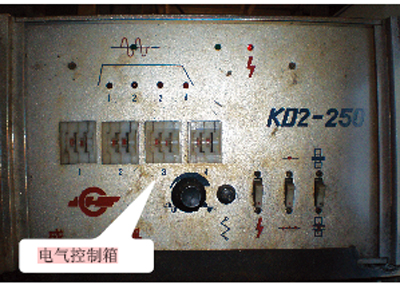
图3 控制箱面板
3. 电极压力及尺寸对焊接质量的影响
电极压力的大小一方面影响电阻的数值,另一方面影响焊件向电极的散热情况。过小的电极压力将导致电阻增大、析热量过多且散热较差,引起前期飞溅,而飞溅带走大量的热量和焊核金属会使形核难度增加,从而降低焊接强度;过大的电极压力将导致电阻减小、析热量减少以及熔核尺寸缩小,尤其是焊透率显著下降。目前,我公司点焊时主要采用锥台形和球面形两种电极,电极尺寸(如图4)对钢焊点破坏后的钮扣直径有很大影响,电极的压力信号传递是飞溅产生的最重要标志,电极压力参数的调整是否合适,对焊接质量的影响巨大。

图4 电极
4. 其他方面对焊接质量的影响
在实际焊接过程中,诸如工件的材料和厚度、工件的表面状态以及电极的端面形状和尺寸等,都对焊接质量有较大影响。工件的材料不同时,导电、导热性差的材料产热易而散热难;厚度不等时,厚件一边电阻大、交界面离电极远,故产热多而散热少。电气控制环节技术参数的调整和焊接加工方面的工艺要求都需要设备操作人员熟练掌握。
影响焊接质量因素的解决方案
1.无论是哪种焊接形式,工件在焊接之前必须进行工件表面清理,以保证各接头焊接质量稳定。
2.使用电流实时监控功能,随时掌握工作过程中的电流变化情况,并采用恒电流工作方式来保证焊接质量稳定。
3.使用电流递增控制功能,在焊机点够一定数量的焊点之后,通水电缆的使用性能会逐渐下降,电流阶梯上升功能可以补偿焊接电流的变化,使通水电缆的性能充分发挥出来。
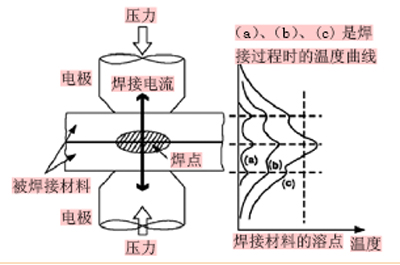
图5 电阻焊接示意图
4.对于无法进行实时监控的情况,可以使用大电流测试仪定期对焊接电流进行检测和调整,以保证设备的最佳焊接状态。
5.要求设备操作人员熟悉电阻焊的工作原理(如图5)和焊接技术参数的调整方法。焊接参数的选定主要由3个变量决定,即焊接电流、焊接时间和电极压力(如表所示)。点焊时各参数相互影响,调整好以上3个变量的技术参数就基本保证了焊接质量的稳定。
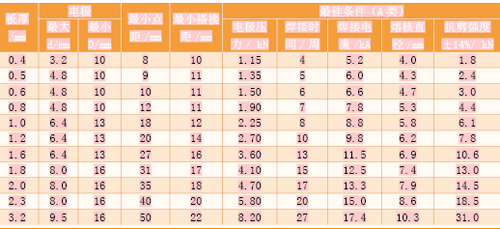
焊接参数
结语
目前我公司车身生产中的焊接质量只能靠工艺试样和工件的破坏性试验来检查,或者依靠各种监控技术来保证,做到以上方法虽然不能使焊接质量达到尽善尽美,但完全可以满足多数生产方面的工艺要求。随着我国微电子技术的发展和大功率可控硅、整流器的开发,为电阻焊技术的提高提供了有利条件。由集成电器元件和微型计算机制成的控制箱已用于新型焊机的配套和老焊机的改造。恒流法、动态电阻和热膨胀电极位移等先进的闭环监控技术已开始在生产中推广应用,为电阻焊技术的质量保证提供了有利条件。

