
台塑公司于1985年成立电子组,与日本富士电机技术合作,从事中大型分散式控制系统(DCS)软硬件设计与制造,2004年台塑实现多元化发展策略,将富士电机DCS技术整体收购,成立台塑电子(宁波)有限公司,由日本、台湾经验直接移转到大陆,并培养大陆技术人员,达成制造本土化,就近服务客户。目前台塑DCS(富士DCS)广泛应用于钢铁、化工、纸业、学校、医院、汽电共生、发电厂等过程。
富士电机于1975年10月发布DCS系统,是世界上最早研发出DCS系统的厂家之一。AX-2000集散控制系统是富士的第五代产品系统,是开放的新一代综合控制系统,智能可靠的Process I/O 单元同时也被横河的CS3000系统所采用。AX-2000系统具有良好的控制性能、实时灵活的通讯能力、直观清晰的人机接口,系统扩展方便,获得用户较高评价。
转炉在冶炼过程中产生大量含有灰尘和酸性气体的废气,宝山钢铁股份有限公司不锈钢分公司炼钢厂2004年2月、4月分别随转炉同时投入运行两套150t BOF转炉的OG系统,采用日本NKK公司工艺,由KHI公司提供主要设备硬件以及基本设计,其控制系统采用AX-2000集散控制系统。这两套OG系统是面向转炉废气的未燃式湿式处理系统,不但大大减轻了转炉废气对空气和环境的污染,还回收了煤气资源,生成精炼等工位必需的蒸汽能介,粉尘也可以回收再利用。它的应用使转炉冶炼走向了绿色工业发展道路,保护了环境。
1 工艺设备组成
在转炉吹炼过程中,转炉中产生约1450℃的高温废气,主要成分是CO,O2,CO2,N2和SO2,还有大量的灰尘,约吨钢10~30kg,在炉口用裙罩来收集,在收集废气的同时形成裙罩内外炉口微差压(±20Pa)以稳定转炉内腔工况,由移动烟罩和上、下部锅炉内热交换器对废气进行冷却,冷却水转化成蒸汽、水混合物(约250℃)进入汽包,汽包系统实行全自动方式控制,并有充分的安全控制措施。除尘过程中,有一定量CO被燃烧(约占CO总量的10% )。在除尘塔中进行连续三重水洗除尘,热交换中生成的蒸汽由蓄能器储存,自动完成蒸汽产耗平衡;在降低了温度和去除了灰尘后,使废气达到了可燃煤气的净度要求,在满足进一步的成分条件下进行煤气回收,或者在烟囱顶部燃烧放散到大气中。整个气体流程的动力源是引力风机。废气处理流程见图1。

图1 废气处理流程
OG系统按功能分为(1)煤气系统;(2)锅炉系统;(3)氮封系统;(4)设备清洗系统;(5)蒸汽系统。根据影响烟道气流量和方向的因素—吹炼状态、煤气是否回收、OG紧停三状态将OG分为5个状态来运行和控制:正常运行,煤气放散时A类紧停,煤气回收时A类紧停,煤气放散时B类紧停和当煤气回收时B类紧停。正常吹炼时,OG各功能单元,特别与废气流向相关的设备,均要依次随着吹炼状态信号完成炉次过程的控制。当OG向A,B紧停切换时,各功能单元的运行控制也相应改变。
2 控制系统组成及其通信
转炉MICREX-AX系统包括工程师站AES,操作站AOS,数据库站ADS,现场控制站。控制系统分成4层:(1)过程计算机级(FL-NET连接网关);(2) DCS主站级(FL-NET连接);(3) FS系列接口I/O现场控制级(PE-LINK连接);(4)现场设备级(T-LINK, EPC连接)。
现场控制站由五对冗余ACS控制站单元组成,OG本体控制器主要包括煤气系统、锅炉汽包系统、氮封系统和设备清洗系统。共通辅助控制器单元主要包括蒸汽主干网、共用液压单元、公用能介接口(如氮、氩、氧)和水处理等一些辅助设备的控制。其控制系统及其通信结构如图2所示。包括OG在内的控制系统的特点是系统结构层次化、数据流清晰;工程、操作人机界面友好;数据、时钟管理一元化;系统智能化高,电气、仪表形成基础自动化一体化后,进而和过程计算系统机一起构成一体化监控。
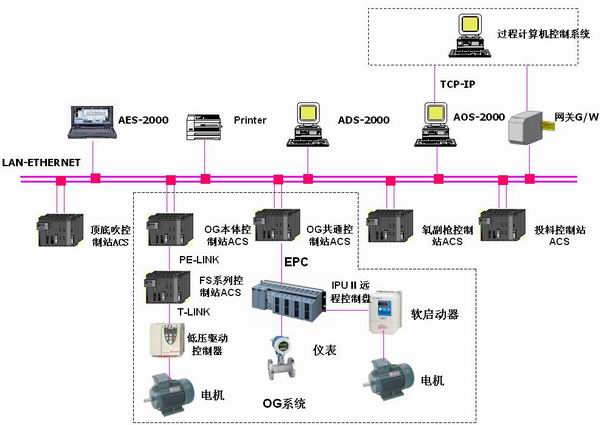
图2 控制系统及其通讯结构框图
3 主要设备控制特点
3.1 风机系统控制
OG高压风机系统包括风机、电机,风机调速和节能设备调速耦合器、RSE和风机入口挡板,风机盘车,风机的润滑和冷却单元等。风机系统由OG本体ACS控制站控制,电机在现场和画面均可以启动,启动后自动运行。电机的启动和运行条件严密,以保证风机和OG系统运行的安全性。电机启动条件不但包括风机系统本体的条件如电源和风机状态,定子轴温度,风机轴震动,盘车状态,润滑油位、油压和泵状态,耦合器和挡板状态等,还包括OG烟道上涉及烟气流向的重要设备,如裙罩液压系统状态,三通阀和水封阀的状态。
3.2 汽包控制
汽包要素包括输出蒸汽量、液位和补给水流量,俗称三冲量。汽包控制上包括压力控制、液位控制、安全措施控制,前二者之间既独立又有联系,即汽包压力控制独立于液位控制进行,汽包的蒸汽输出量作为压力控制的结果,又是液位控制的一个合成量,液位控制输出再作为补充水的进水量的串级设定值。另外还有不属于汽包本体但与汽包有物流联系的控制,如汽化冷却循环水、汽包水预热蒸汽控制。
3.2.1 汽包压力控制
汽包压力目标值先分程设定,再自适应调整后,以PI算法调节输出。当压力由低到高超过一定值时,汽包压力设定值采用较高值,当汽包压力降低到某个值时,汽包压力设定值采用较低值,当由低向高切换时,设定值作缓慢的趋向性处理。这种压力分程控制使汽包压力控制满足了在吹炼中汽包中有大量蒸汽产生时压力很高,停炼后压力又会自动衰减直至很低的工况,趋向性处理吻合了汽包压力增加的趋向性。
3.2.2 汽包液位控制
汽包液位控制由液位和补充水流量的串级控制来实现,液位控制是补充水流量控制的前级控制。汽包液位调节设定值按转炉是否在吹炼中也分为高低值设定,吹炼时采用高液位,停吹时采用低液位。同时汽包压力对检测液位作修正,液位调节输出对补充水流量的控制也按是否在吹炼中来分类控制。一般情况下,补充水流量在串级方式下远程控制,也可以采用本回路的设定值自动运行。在设备上两个补充水调节阀一用一备,当前使用阀可在画面上选择。
3.2.3 汽包安全联锁控制
汽包安全控制自动完成,正常情况下汽包运行在分程的压力范围内,超过一定压力后,蒸汽由放散阀安全放散,压力再升高后,蒸汽由放散阀安全放散。液位过高时,由汽包水安全阀排放。
3.2.4 关联汽包物流控制
汽化冷却循环由三台高压给水泵强制给锅炉的移动烟罩和上、下部烟道三部分供水。其中移动烟罩用常开管道供给强制冷却水;上、下部烟道由旁通管道常开和电机挡板阀管道两路管道组合供给强制冷却水,挡板阀开关控制随转炉过程信号自动完成;锅炉下部还有不经过强制泵的大流量低压常开冷却水循环。此外汽包预热蒸汽由开关阀控制,检修后汽包需要预热时手动打开,预热完成后手动关闭。
3.3 蒸汽系统控制
蒸汽系统分为产能、蓄能和耗能单元,各单元连接于蒸汽主干网,在各单元压力参数合理分配后,系统控制在主干网压力下依据分配参数自动完成。
3.4 泵类控制
能介系统中用到了大量的水泵,这些泵采用有开有备的形式,备用泵在管道流量、压力过小时自动投入运行,至流量增加达到要求时原泵停止;另外,如运行泵故障停泵,则备用泵自动投入运行。在联锁上泵运行受物流上级能介储存器液位制约,当液位过低时运行泵自动停泵。由于汽包的两个给水泵(一开一备)功率比较大,所以泵的出口配有挡板和软启动器。挡板在泵启动时关闭以减小启动负荷,也可以方便地设定软启动器控制电机的启停时间和启停电流等。
4 结束语
随着转炉的投产,OG系统同步投入。经过近一年的多调整和优化后,OG新的工艺技术和主要控制参数得到了完善,AX-2000控制系统稳定运行,已经取得了很好的效果。经过实测,在铁水含碳3.80%、铁水比90%的情况下,回收的煤气〔CO〕大于45%;标准热值下,吨钢煤气回收率达到82.17m3,每炉回收时间约10min;汽包压力在3.8MPa以上时蒸汽回收,吨钢回收蒸汽达到0.122t以上;在烟囱环保测定点实测的放散气含尘量低于38mg/m3,回收烟气含尘量低于68mg/m3,杜绝了排放黄烟现象。
(转载)

