
| ■ 前言 龙门刨床是主要用来加工大型工件的各种平面、斜面和槽,是机械初加工的大型机床,在机加工行业应用非常广泛。由于技术的限制,龙门刨床工作台采用直流系统已在工业领域应用多年。虽然直流调速系统低速时力矩较大,但用户前期投入费用高、电机维护费用高,浪费电较多,很难满足刨床用户的要求。仅管某些用户已经使用交流变频调速器进行改造,一方面好多变频器低速时转矩小,进刀量不准确,不能满足刨床工作需求;另一方面,能够满足刨床工作需求的变频器,价格昂贵,用户难以接受。基于以上种种弊端,我们决定用佛朗克FRB6000系列矢量变频器结合PLC,在邢台某机床厂的龙门刨床进行变频改造、配套使用。 ■ 刨床的基本构成 1. 基本结构 龙门刨床包括,床身、工作台、横梁、左右垂直刀架、左右侧刀架、立柱、龙门顶等。 2. 工作过程 龙门刨的刨削过程是工件与刨刀相对运动。因此工作台与工件必须频繁地进行往复运动,切削加工只在工作行程中,返回行程只是空转。在切削过程中没有进给运动,只有在返回行程中才有刀架的进给运动。其中,工作台与工件间的往复运动称为主运动,横梁、刀架的运动称作辅助运动。 3. 运动特点 主运动的速度图 如下所示 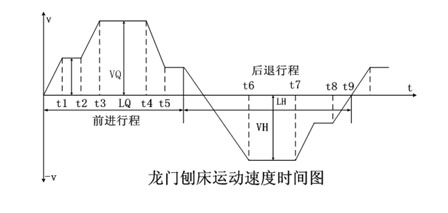 其中 0-t1 工作台前进起动阶段 t1-t2 刀具慢速切入阶段 t2-t3 加速至稳定工作速度 t3-t4 工作速度阶段 t4-t5 减速退出工件阶段 t5-t9 返回阶段 慢速切入切出,即防止崩坏工件又可以提高刀具使用寿命。高速切削、返回以提高加工效率。 ■ 系统组成 FRB6000-45变频器、PLC、制动单元、制动电阻、其他辅助运动的控制根据现场而定。 龙门刨变频电气控制示意图 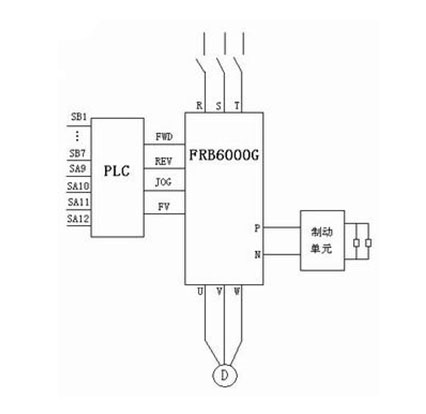 ■ 参数设置 SB1:停止按钮 SB2:前进 SB3:后退按钮 SB4:点动前进 SB5:点动后退 SB6:横梁上升 SB7:横梁下降 SA9:左抬刀开关 SA10:右抬刀开关 SA11:侧抬刀开关 SA12:急停按钮 ■ 总结 1. 采用佛朗克FRB6000矢量变频调速器改造以后,系统运行稳定、精度高、低频转矩大)、可靠性强、噪声低、系统维护简单方便、调速范围宽,节能效果预计可达30%以上。而且更换不同的工作组件就可使刨床用于刨、铣一机两用。提高了加工精度,工作台的速度不随切削量的变化而变化,静差度小于1%,能够很好地满足速度曲线的要求,提高加工质量与效率,延长了刀具的使用寿命。 2. 控制部分采用PLC,其功能更加强大、速度快、接点数少、可靠度更高。 |
(转载)

