
摘 要:在对数控磨沟机产品原理分析的基础上,论述了基于艾默生CT EC20H高速运动控制型PLC在机床数控集成自动化系统设计中的应用。对于需要多轴插补功能的机电伺服控制领域,艾默生CT EC20H产品表现出强大的技术优势。
关键词:PLC 磨沟机 伺服 EC20H
1 引言
磨床属于金属工件表面精密加工机床。磨床基本原理是用砂轮或油石(刃具)对零件表面做浅深度微量切削加工。磨削时的切削深度很小,在一次行程中所能切除的金属层很薄。磨具旋转为主运动,工件或磨具的移动为进给运动。磨床加工精度高、表面粗糙度Ra值小。磨削加工可以获得较高的加工精度和很小的表面粗糙度值。磨削不但可以加工软材料,如未淬火钢、铸铁和有色金属等,而且还可以加工淬火钢及其他刀具不能加工的硬质材料如陶瓷与硬质合金等。
数控磨沟机属于磨床的一种,主要用于磨制丝锥钻头等硬质合金工具排屑槽,属于比较冷僻的专用机械加工设备,用量不大,生产厂家也比较少,以进口设备为主。由于数控磨沟机对控制系统的要求较高,难度也比较大,本项目研发几乎用到了艾默生CT EC20H型高速运动控制专用PLC的全部重要功能。数控磨沟机外形参见图1。 
2 数控磨沟机概念设计
2.1 系统需求分析
(1)工件进给分度控制。当加工工件进给时,分度轴旋转分度主要有两个工艺要求,一是在加工过程中不允许改变分度方向,只能单向旋转用以消除机械设备的反线误差;二是分度加工时对沟槽加工的顺序有特殊要求,而且刃数为偶数或奇数还有所不同。

偶数以一个8个刃数的铣刀为例,每个沟槽的加工顺序是1,5,2,6,3,7,4,8。即第一刃加工完成后,第一刃的起刀点与下一刃起刀点角度差为A,下一刃加工完成后这一刃的起刀点与后一刃的起刀点角度差为B,以此类推直到加工到最后一刃完成,如图2所示。
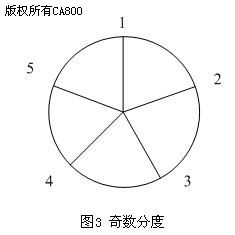
奇数以一个5个刃数的铣刀为例,每个沟槽的加工顺序是1,3,5,2,4,如图3所示。
(2)砂轮渐增量进给控制。工件在加工过程中,沟槽深度是逐渐变浅的一个过程。渐增量是指工件送进100mm时,砂轮提升的高度,如图4所示。

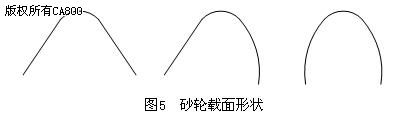
(3)砂轮修整补偿控制。砂轮修整是因加工工艺的需求,而将砂轮的横截面修整成所需要的形状,常用砂轮载面形状,有两直线一圆弧,一直线两圆弧,三圆弧,如图5所示。
2.2 系统功能设计
(1)产品加工功能:送料轴用于控制产品的进给,旋转轴通过直线插补功能,实现与送料轴的同步旋转,用以生产出固定螺距和导程角的产品,砂轮进给轴通过电子齿轮功能,实现与进料轴固定比例的提升。
(2)修整砂轮功能:为了提高产品质量,不同的用户会将砂轮修整成不同的截面形状,该功能通过Y轴与Z轴的直线或圆弧插补实现该功能。
2.3 系统概念设计
按自动化程度可分为三种机电组合自动化方案。
(1)纯液压控制型:PLC仅提供逻辑控制,产品的制作和砂轮的修整完全靠液压和机械进行。
(2)普通PLC+液压控制:PLC控制一个旋转轴(A轴)实现工件的分度功能,工件的进给和磨削等功能靠液压及机械完成。
(3)NC(数控加工中心)系统:例如采用三菱的NC E60系统,控制三个轴(X+Y+A)实现产品的制作,主要实现了工件的进给和工件分度功能,砂轮的修整完全靠液压系统完成,是目前自动化程度较高的解决方案之一。
3 艾默生CT EC20H解决方案
3.1 原理设计
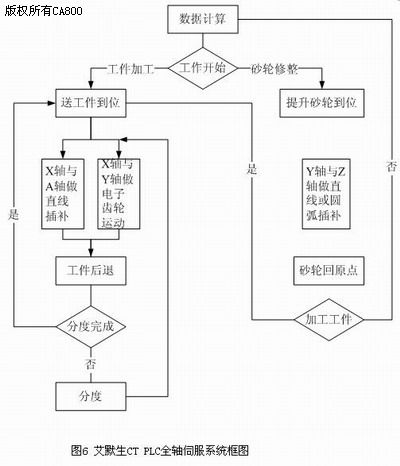
本项目应用艾默生CT EC20H型高速运动控制专用PLC实现X+Y+Z+A轴全轴伺服控制,实现的功能高于数控加工中心。项目增加了砂轮的修整和砂轮磨损补偿功能,也是该项目中难度最大的部分。基于艾默生CT EC20H型PLC解决方案的系统原理如图6所示。
3.2电控系统设计
电控系统配置如图7所示:触摸屏HMI用于参数设定、设备状态显示等功能。伺服用于工作进给轴、旋转轴、砂轮进给轴、磨头轴的控制。永磁无刷电机用于控制磨头的转动。普通电机用于控制砂轮的转动。
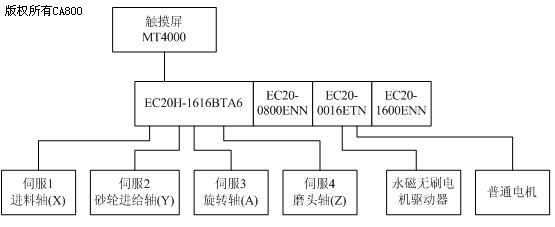
图7 电控系统
3.3EC20H伺服控制设计
(1)各轴的单独控制:实现X、Y、Z、A各轴的手动控制功能,可以让用户单独控制各轴的运行。主要是用于对刀,手动调试等功能,使用DRVI指令实现该功能。
(2)插补功能:X轴与A轴:线性插补,用于实现产品的螺距和导程角度;螺距和导程角度是加工产品的两个重要技术参数,通过X轴与A轴的线性插补实现该功能。X轴以一定的速度前进,A轴通过涡轮涡杆实现工件的旋转,以一定的角速度旋转,这样就可实现工件按所设定的螺距和导程角度进行运行。
通过LIN指令实现该功能。
(3)X轴与Y轴:电子齿轮,用于实现磨沟深度的递减,在磨削过程中,磨沟深度是与进料长度成线性递减的;通过GEARBOX指令实现该功能。
(4)Y轴与Z轴:线性及圆弧插补,根据用户的要求,可以实现修整出不同截面形状
的砂轮;首先通过AUTOCAD导入该截面形状,然后将对应的坐标用D元件替代,以便用户可以通过触摸屏进行设定。主要用到LIN和CCW指令。
(5)原点回归:该设备在初始上电时,要进行圆点回归,以实现设备开始运行时都会在一个同样的初始状态。同时,所有的坐标归零。使用DSZR指令实现该功能。
4 结束语
目前该项目的主要功能已经实现,和数控加工中心相比,增加了砂轮载形修整功能,显现出EC20H运行控制型PLC所具有的优异的技术特点。对于需要多轴插补功能的应用场合,基于艾默生CT PLC的机电一体化系统集成产品将表现出强大的技术优势。
(转载)

