
|
1 引言 近年来随着计算机技术的飞速发展及复杂模具的编程加工要求,计算机自动编程技术在快走丝电火花线切割机床上的应用日益普遍,快走丝线切割机床控制器的控制方式也从以电气靠模仿形控制和光电跟踪控制为主转变成以数字程序控制为主。目前快走丝线切割机床的控制器主要有两类,一种是集自动编程与数控加工于一体的计算机控制系统;另一种则是不具有自动编程功能的单板机控制系统。其中单板机控制器式线切割机床因机床价格低廉及可维修性好等原因,在模具生产企业及各职业院校中得到了广泛应用。然而由于单板机控制器式线切割机床不具备自动编程功能,因而在操作中需要加工人员进行手工编程及键盘输人程序,从而导致在加工中容易出现编程错误及程序输人错误等问题。为了提高编程的效率及程序输人的准确性,如何将CAM技术与单板机控制器式线切割机床进行有效结合成为急待解决的一个问题。下面笔者以CAXA线切割软件与宁波海曙富茂DK7735机床的HS98Z单板机为例,说明如何通过CAXA软件与线切割单板机联机实现CAD/CAM化改造。 2 基本思路 要在单板机控制器式线切割机床上实现CAD/CAM化改造,需要解决的问题主要有两个:一是需要一套CAM软件以解决绘图及自动编程的问题;第二是需要将计算机与线切割控制器进行联机通讯,从而解决加工程序的输人问题。CAXA线切割软件是以CAXA公司的主要CAD软件电子图板为平台的二维CAM软件,具有CAXA电子图板所有的绘图功能并在图形方面增加了花键、位图矢量化及轮廓文字功能,加工方面则具有轨迹操作模块、代码生成模块、代码传输与后置处理模块等。宁波海曙富茂DK7735机床的HS98Z单板机配置有一个15针的电报头接口,因此我们可以利用CAXA软件的CAD功能绘制加工图样,然后利用轨迹操作模块与代码生成模块自动生成数控加工代码,最后利用其代码传输功能将数控代码通过通信电缆直接从计算机传输到线切割机床上进行加工,从而解决键盘输人的繁琐和易出错等问题,节约键盘输人程序和检查程序的时间,达到提高生产效率和加工质量的目的。其具体流程如图1所示。
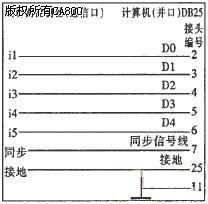
3 CAXA软件与线切割机床的通信 线切割机床按加工原理可分为快走丝机床和慢走丝机床两类。CAXA线切割VZ软件可以生成快走丝机床的3B、4B代码和慢走丝机床的G代码。对于慢走丝机床,一般采用标准的RS一232C串行口通信,通信方式和数控铣床的通信方式一致;而快走丝机床的通信则比较杂,根据机床的不同,CAXA软件提供两种方式,即一种用机床本身的电报头接口和计算机并口连接进行通信,另一种是用机床的光电口接口和计算机的并口通信。 (1) CAXA线切割软件的代码传输功能。 CAXA线切割软件提供的代码传输功能包括应答传输、同步传输、串口传输和纸带穿孔四种方式。国内快走丝线切割控制器绝大多数采用应答传输和同步传输两种方式。其中应答传输是将加工代码以模拟电报头的方式传输给线切割控制器,由机床输出的脉冲信号控制计算机发送数据的速度;而同步传输则采用模拟光电头的方式,将加工代码快速同步传输给线切割机床,由计算机发出同步信号驱动机床接收数据。 (2) 应答传输接线图。 CAXA线切割软件是通过计算机并口的2、3、4、5、6针脚输出模拟电报头的5排数据孔的高低电平信号。在应答传输方式下计算机并口与线切割控制器通信口的常用接线图如图2所示。值得注意的是不同的生产厂商其连线方式可能不一样,操作者应以厂家的规定为主。例如宁波海曙富茂线切割机床的接线方式就与图2所示接线图稍有差别,其应答传输接线图如图3所示,在进行计算机与线切割控制器之间的通讯前必须按图制作通信电缆。
图3宁波海曙富茂机床应答传输接线图 (3) 同步传输接线图。 与应答传输类似,同步传输也是通过计算机并口的2、3、4、5、6针脚输出信号模拟光电头的方式。在同步传输方式下计算机并口与线切割控制器通信口的常用接线图如图4所示。 (4) 传输参数设置。 在使用通信电缆将计算机与线切割控制器联接后,还需进行传输参数设置。在CAXA线切割软件主菜单中单击[线切割】>[代码传输】>[传输设置>命令,系统会弹出“传输参数设置”对话框,此时可设置应答传输和同步传输的参数,其主要设置参数包括有效电平、暂停码、代码格式及端口地址等。国内快走丝线切割控制器生产标准一般为:应答传输的单板机是低电平有效,暂停符为D;而同步传输的单板机是高电平有效,暂停符为D。
图4 同步传输接线图 4 CAXA线切割软件的后置处理设置 后置处理设置是针对不同数控系统的机床来设置不同的机床参数和数控代码。CAXA线切割软件后置处理设置提供了通用化的数控系统配置方法,并能根据不同数控系统而生成不同的配置文件。操作者在进行后置处理时就可根据机床的数控系统来选择相应的配置文件来生成相应的数控代码,以保证所生成的代码无须进行修改便可被线切割控制器直接解读。单击CAXA线切割软件主菜单中的[线切割】>[R3B后置设置】命令,可以从系统弹出的“R3B设置”对话框中选择不同的线切割机床型号或自行设置参数。本文是以海曙线切割机床为例,则可在该对话框中直接选择“海曙”型号。 5 CAXA与线切割单板机联机实现CAD绘图及CAM加工 在完成以上设置后,我们就可通过CAXA软件与线切割机床控制器联机而实现CAD设计及CAM加工。具体操作如下: (1) 加工图样设计。 CAXA线切割的图形绘制功能十分强大,包括各种基本图形绘制、组合曲线、二次曲线、等距线,以及对曲线的裁剪、过渡、平移、缩放、阵列等几何变换。高精度列表曲线功能采用了国际上CAD/CAM软件中最通用、表达能力最强的NURBS曲线,可以随意生成各种复杂曲线,并对加工精度提供了灵活的控制方式;公式曲线功能可以通过输人公式来自动生成图形,并生成线切割加工程序;扫描图象矢量化功能则可通过扫描仪将图片或实物转换为图象来输人电脑,由软件对输人的图象进行矢量化处理,生成矢量图,并生成加工代码,从而解决无尺寸图形,或有实物、无图纸的零件加工编程。CAXA线切割还提供了两个实用的零件设计模块:齿轮设计和花键设计,输人任意的模数、齿数等齿轮相关参数,由软件自动生成内齿轮、外齿轮、花键的加工代码,可用于解决任意参数的齿轮加工问题。 (2) 轨迹生成。 线切割加工轨迹的生成是产生数控加工程序的基础。CAXA线切割轨迹生成模块的主要作用是针对现有的CAD轮廓,结合各项工艺参数,由计算机自动生成相应的加工轨迹。其具体操作内容包括轨迹生成、轨迹跳步、取消跳步、轨迹仿真和切割面积查询等。在已有CAD轮廓线的基础上,单击【线切割】>【轨迹生成】命令,在弹出的“线切割轨迹生成参数表”中设置好各项切割参数及补偿值后,选择加工轮廓并确定加工的侧边、补偿方向、穿丝点及退出点即可生成加工轨迹。 (3) 轨迹仿真。 生成加工轨迹后,系统可对加工轨迹进行动态或静态的加工仿真,从而模拟实际加工过程中切割工件的情况。
要得到线切割机床的数控程序,需要进行代码生成处理,即结合特定机床选择相应后置处理器将加工轨迹转化为机床代码。单击【线切割】>【生成3B代码】命令,给定代码文件名后,选择加工轨迹即可生成线切割数控加工程序。为了检查加工代码程序的准确性,还可以利用【线切割】>【校核B代码】命令对数控代码进行反读,生成相应的轨迹图形来校核3B代码。 (5) 代码传输。 生成代码文件后,根据线切割控制系统的不同而选用不同的传输方法。宁波海曙富茂线切割机床采用的是应答传输方式,因此在进行程序代码传输时应单击【线切割】>【代码传输】>【应答传输】命令,选择要传送的线切割加工代码文件,将线切割机床控制器置于接收信号状态后单击鼠标或回车即可进行代码传输。 (6) 机床加工。 线切割机床控制器接收完加工代码后,操作人员就可装夹、校正及固定工件,在完成穿丝并对电极丝进行定位后,可以直接从控制器中调出加工程序,选择合理的电参数进行切割加工。 6 结束语 随着计算机在工业领域的应用越来越广泛CAD/CAM技术也越来越重要。CAXA线切割作为国产优秀的CAD/CAM集成软件,克服了原来普遍使用的线切割自动编程软件CAD功能不强及操作复杂的缺点,使我国的线切割编程技术上升了一个档次,同时对单板机控制器式线切割机床的CAD/CAM化改造起到了重要的作用。 |



(转载)

