
| 引言
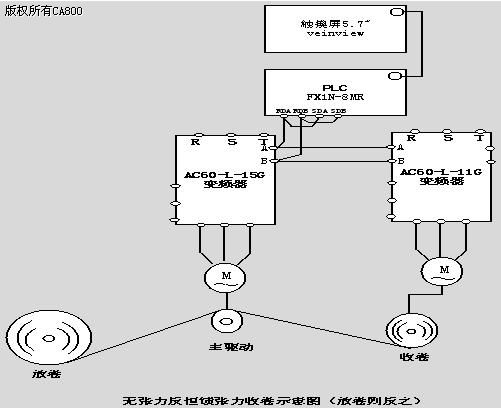
在很多自动化设备生产过程中,必须保证被加工材料的张力恒定,才能保证产品的品质和生产效率。如拉丝、纺织、钢带收放卷等行业中,都大量的应用到恒张力控制。 一、控制方式及其特点 根据各种场合不同,控制方式可分为:闭环控制和开环控制两种方式。 1、 闭环控制方式 用张力检测装置直接检测材料张力,以反馈形式经过PI运算来达到恒定的闭环式全自动控制方式称为闭环速度控制。 尽管可以获得与目标值相应的正确张力,但是相对于短时间的干扰容易引起扰动现象,所以需要进行比例积分控制。伟创变频器对于这种扰动处理表现非常优越。 特点:适合应用在容易安装张力反馈装置系统(张力杆、气缸摆臂、浮动辊)、线速度高的场合。如微拉机、细拉机等。 在我们使用客户的长期合作中,我们了解到,在闭环张力控制中摆臂系统由于长期处于运动状态,外部环境又非常恶劣,所以张力臂气缸是最大的易损件,而且不管是使用位移传感器还是电位器都存在信号衰减和现场干扰等问题。 2、 开环控制方式(无张力反馈) 开环是指不需要张力反馈信号,变频器直接控制电机的输出转矩,输出频率跟随材料的线速度自动变化。如果加装脉冲编码器,可以更精确控制电机的输出转矩。 在收卷(放卷)时,根据预先设定空径D1(满径D)、线速度(V)、材料厚度(T)在单位时间(S)内进行厚度累积运算来自动卷径检测,以控制收卷扭矩和放卷制动扭矩来达到恒张力控制。在PLC内部建立收(放)卷数学模型,实时精准控制收(放)卷电机输出转矩,达到恒张力收卷。 与闭环控制方式相比而言,它对剧烈干扰影响不会产生过敏反应,可实现稳定的张力控制。 特点:适合应用在无法安装张力反馈装置的场合。通过人机界面可以很直观的设定相关参数。 下面我们对开环转矩控制方式做阐述。 二、系统配置 目的:无须在变频器做任何操作。(除了几个基本参数需要设置外)即可方便的在线直观的进行监控、卷径设定、卷径复位等操作。 系统配置如下: 1、 PLC 主机FX1N-8MR 通讯模块FX1N-485BD PLC与主驱动变频器、收(放)卷变频器进行RS485通讯。通讯协议采用MODBUS RTU标准。通过设定的卷径、材料厚度、线速度等参数在PLC软件里进行累积厚度演算出当前卷径。从而根据当前实时卷径计算出收(放)卷频率。发送读、写命令控制变频器运行/停止、输出频率。 2、 触摸屏 根据工艺要求在画面参数栏里面设置空径、满径、材料厚度等参数。监控当前卷径 、累计米数、输出频率等。控制栏里面实现收(放)卷功能切换、起停、卷径复位、参数清零等等。 3、 AC60-L专用型变频器 主机配置15KW变频器。 从机收(放)卷配置11KW变频器。具有良好的低频转矩性能。转差补偿针对恒张力控制转矩控制表现出优越的特性。 4、 配置示意图1:
 5、人机界面参数栏示意图2  |
(转载)

