
|
复合加工作为机械加工的发展方向之一,也是数控设备发展的一个主要方向。在多种复合加工的领域上,车铣复合加工是目前发展最完善的一个领域。在国内外的各种展会上,我们可以看到很多机床厂家纷纷推出此类设备,作为高端设备的展示内容。 车铣复合加工设备的价格往往比较昂贵,很多企业在做设备选型时,经常将此类设备当成专用机床来看待,但是并没有赋予设备更多的使用范畴,往往是按照某个零件的工艺需求来制定设备采购计划,在选择设备类型前,首先考虑因设备折旧而造成的单件成本增加是否在允许的范围之内,从而决定是否采购此类设备,很多的车铣复合加工设备都是在这种形势下被引进。之所以有此现象,原因是在于人们对于此类设备的应用不够了解,除了担心日常维护的成本之外,对加工程序的编制也摸不着头绪,所以人们更愿意选择购买一台五轴联动加工中心和一台数控车。此外,从理论上讲车铣复合加工可以有效地提高产品质量和生产效率,但是在实际应用中,却并不能尽如人意,其中的主要因素在于加工程序的编制。 这里我们从如何提高设备的使用效率和扩展应用领域这两个角度来探索一下如何编制车铣复合加工中心的加工程序。
可以通过上下刀架的同步设置,来更快地去除余量,粗车外形的同时,也完成了内孔的粗镗加工
通过上下刀架的同步设置,完成一系列孔的加工,不仅提高了加工的效率,同时还可以通过钻孔轴向力的相互抵消来减少工件变形的影响。
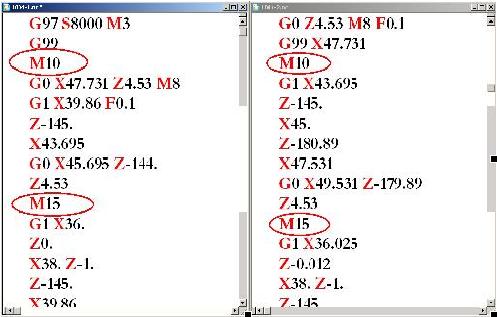
可以通过上下刀架的同步设置,一次完成两段外形的加工 双刀塔的设备都具有双通道的控制系统,上下刀架可单独控制,同步加工可以通过代码中的同步语句来实现。例如,在下面的代码中,M10和 M15就是同步语句,同步语句的语法要求根据控制机的要求制定,同步语句的数量根据同步加工内容决定。同步语句之间的内容即为同步加工的内容。
加工程序的优化无疑可以提高生产效率,尤其对大批量的零件加工有着更加重要的意义,试想一下,每个零件的加工时间如果能够节省1秒钟,那么从成千上万个零件上节省下来的时间和资源将是无法想象的。 我们再来看一下车铣复合加工设备应用的领域。他们除了可以应用于某些产品的大批量加工,对于一些小批量或单件的生产中,车铣加工设备也大有用武之地。因其具有至少一个旋转轴的控制能力,至使它的应用范围得以扩展,甚至可以替代多坐标联动加工中心的工作。
图一
图二
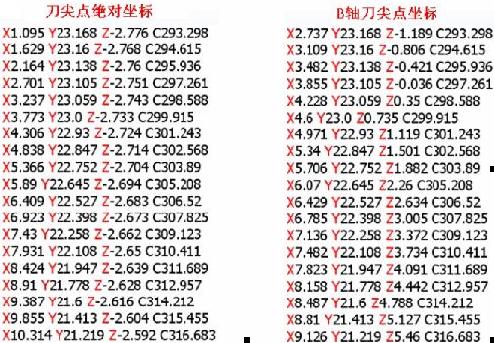
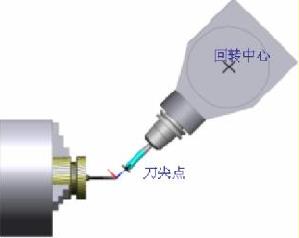
图三 对于具有B轴功能的高端车铣设备来说,通过B轴摆角定位加工或是XYZBC五联动加工,还可以获得更好的加工表面质量(图二)。同时这类设备还可以完成更复杂的叶轮叶片的加工(图三)。 由于旋转角度坐标的存在,在CAM软件中进行编程操作时,人们习惯上使用刀尖点的绝对坐标编程模式,生成的NC代码在机床上运行时,需要控制系统具有三维刀具长度补偿的功能(如图四所示),根据实际使用的刀具长度L2,控制系统在三维空间上自动实现刀具长度补偿。(注:实际上控制系统在补偿计算时,计算的依据是L1+L2的值,而L1的值可以在机床调试完成后直接在机床系统参数中设定)。如果控制系统没有三维刀具长度补偿功能,则需要事先在对刀仪上测量出刀具的长度,然后在CAM软件环境下指定刀具长度参数后再生成加工程序,实际上生成的NC代码中的坐标点是回转中心的坐标,此类程序在应用过程中,必须使用指定长度的刀具。(在上世纪末期,控制系统还不具备三维刀具长度补偿功能时,都是使用此种方法来完成五轴坐标程序的编制,为方便刀具的使用,机床主轴上通常增加一个可伸缩的套筒部件,来调整刀具长度为编程时设定的刀具长度)。
图五 无论是绝对坐标编程还是回转中心坐标编程,对于车铣中心来说,B轴作为一个联动轴还有一个特殊的处理方式,即B轴坐标跟随功能。我们以刀尖点绝对坐标编程为例,看一下B轴坐标跟随功能的程序有哪些不同(B轴坐标跟随功能也可以使用回转中心坐标程序,这里暂时不做探讨)。B轴坐标跟随功能与刀尖点绝对坐标编程不同的是坐标系的旋转(如图五所示),如果使用B轴坐标跟随功能,Z轴始终跟随刀具当前的位置发生变化,但始终指向主轴的轴线方向,这样在解算三维刀具补偿的时候,控制系统硬件的计算量就相应地减少了很多,更多的计算量在CAM软件下完成。因此这种模式有利于节省控制系统资源,以满足复杂零件加工和高速加工时对控制系统的高要求。下面是使用B轴坐标跟随功能的程序与不使用该功能的程序对比:
这里可以看到,两种模式下,程序中的旋转坐标相同,但是直线坐标有所不同,也就是刀尖点的位置相对于当前坐标系的值发生变化。B轴坐标跟随功能一般情况下通过一对G 代码指令实现开关。
图六 对于提高车铣复合加工效率和车铣多轴联动应用方面的观点由于篇幅限制未能更详细地展开论述,人们在车铣复合加工领域中越来越多的实践将会带给我们更多可供思考的课题,但是我们发现,在车铣复合加工中,众多车铣功能都需要CAM软件环境作支持,因此对于一个高端的车铣设备来说,CAM软件是必不可少的工具之一。 |







(转载)

