
首先应根据总体要求和控制系统的具体情况,确定用户程序的基本结构,画出程序流程图或数字量控制系统的顺序功能图。铜门是编程的主要依据,应尽可能地准确和详细。
XY628的车头部分的梯形图设计遵循了通用性和专用性相结合,着重应用模块化程序,程序的可移植性能,可读性好。整个梯形图中都是子程序的应用,这样的程序条理分明,扫描周期短。简要流程图如下,框图中我省去了流转条件,实际的应用中当然是不可或缺的。这样的模块化结构是可以借鉴在其他工程中。
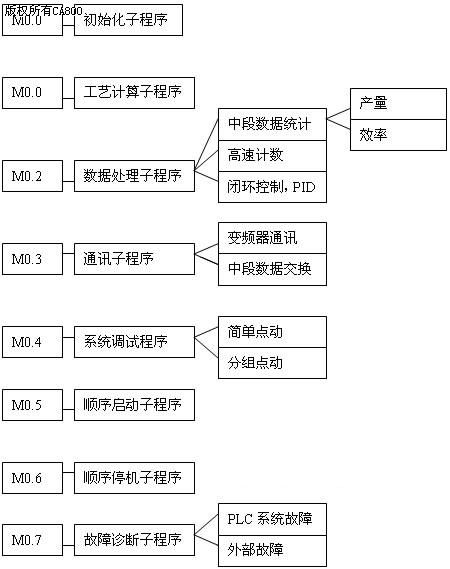
中段车身的梯形图程序设计,也是模块化结构,包括初始化、接头控制、数据处理、通讯控制等等。
只有思路清晰的梯形图流程图才能有良好的程序。才不至于把程序搞的生涩难懂,有时候把变成着自己都绕进去了。设计者要形成一个良好的习惯,那就是先详细的组织流程图,然后再分模块分步骤地进行具体的编程工作。流程图组织好以后,根据选用的不同PLC来进行梯形图的编程工作,那就是水到渠成了。还有很重要一点就是,不论到什么时候,编程手册是你不可或缺的老师。你不可能记住所有的知识点。尤其是在知识更新神速的今天,PLC、HMI都品牌迭出。编程手册在手,加上你的清晰的编程思路,当是无往不胜。
PLC的应用要充分考虑系统的可靠性措施。包括外部干扰、电源的处理、安装与布线、接地处理等。
下面我说一下例程中的各个模块子程序。(由于篇幅问题,以下详细内容参见本作者的另外一篇论文)
3、 人机界面的设计
人机界面遵循一个简洁实用的原则。有些人设计人机喜欢花哨的界面,实际上我们的终端用户最喜欢的是简洁。我们有很多用户,就直接对我说,你的界面要让我的没文化的工人很容易的操作。要安全,出故障要易于维修。由此看来,必要的故障诊断界面是很受欢迎的。XY628的人机界面是单色触摸屏,它采用线条方框的整体风格,工整又不死板,大方又不花哨。另外,它驱动微型打印机,打印报表,包括工艺参数、班次、班产等内容。
4、 调试
一般先对用户程序作模拟调试,顺序控制程序的调试比较简单,对于大的系统比如通讯数据交换很难调试得出来,只有在现场进行。工程千差万别,但有一点是相同的,就是工程人员必须要有耐心和细心。而且要多方面测试。智者千虑,比有一失,再好的程序也难免有纰漏。
5、 编写技术文件
系统交付使用后,应根据调试的最终结果整理出完整的技术文件,并提供给用户,以利于系统的维修和改进。技术文件应包括:PLC的外部接线图,电气原理图,互连接线图,部件单元图。还有PLC的编程元件表和顺序功能图、带注释的梯形图等资料。
三、 结束语。
一个出色的电气工作者,不仅要精通电气控制,还要只要控制应用对象的基础知识,要懂得基本的机械设计知识,正所谓学海无涯。作为一名机电一体化的专业人员,在高档设备国产化方面,任重道远,希望这篇论文对您的工作和成长有所帮助。
[参考文献>
1.机械设计手册 第四版 化学工业出版社
2.电气工程师手册 第二版 机械工业出版社
-PLC应用技术手册
4.浙江新亚纺织机械有限公司 质量手册 XYFJ/ZS-01-2005
5.廖常初编著.可编程序控制器应用技术(第三版).重庆:重庆大学出版社,2000
(转载)

