

涂布机械实物图片
随着加工纸生产技术的发展和涂布加工纸设备的更新,在涂布生产过程中对运行在各生产设备间的纸张张力进行检测和控制是提高产品质量和产量的一项重要技术措施。所以在涂布机的机电性能的控制中,关键是对涂布机系统的张力进行控制。因为张力的大小,直接影响到产品的质量和数量:张力太大,会破坏涂布纸张的物理特性,影响纸张的的使用寿命和质量;张力太小,收卷过松,走纸不平稳,又会影响后续工序的产品质量。
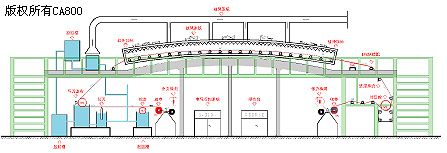
涂布机械工作原理图
放卷采用SIN319动力收放线专用开环矢量变频器独立控制,自动跟踪加工纸张的张力,控制放卷速度,保持张力恒定;
中间各级加工环节采用SINE303开环矢量变频器,控制方式采用主信号和微调信号按设定比例叠加进行比例联动控制;
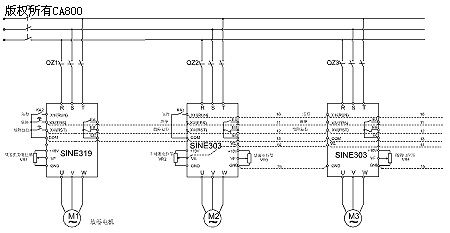
控制电路图一
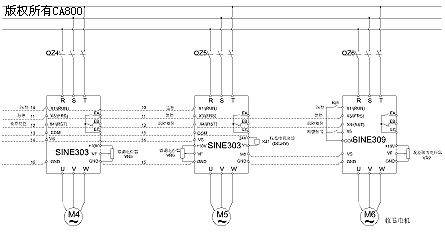
控制电路图二
总结
由于收卷时卷径变化范围较大,要求的转矩变化范围大,而在最小转矩时所需的转矩非常小。尽管SINE300系列变频器可以实现张力开环控制,但是由于转矩控制精度毕竟不高,难以实现低转矩控制,可以采用速度模式下的张力闭环控制。所以收卷选用SINE309收卷专用开环矢量变频器。SINE309输出频率f=f主+fPID,同步前馈速度 ),PID(ID微调输出量),频率指令由PID输出调节量和主速度前馈叠加而成,避免由于转矩变化范围过大而造成的不易控制的局面。
(转载)

