
|
在国家主席胡锦涛主席访美期间,中美两国将签订总价值达到44亿美元的合同,目的是对中国的工业设施进行现代化改造。这仅仅是中国和其最大的贸易伙伴美国合作的一个例子,反映了中国市场蕴涵的巨大机遇。中国是世界第七大经济强国,国内生产总值达到2.26万亿美元,人口超过13亿。中国经济巨大的规模和增长速度使中国的工业计算市场,尤其是嵌入计算系统行业实现两位数增长的最佳场所。由于在众多海外厂商在北美和欧洲等成熟市场“毫无斩获”,稍具规模的企业开始将目光瞄向盈利潜力巨大的“新兴市场”。研华科技将大力在工业基础设备中利用嵌入计算系统为各种规模的企业提供一个难得增值机遇,帮助他们在增长空间巨大的新兴市场建立自己的“桥头堡”。 采用嵌入工业计算机技术的数控机床具有广泛的适应性,利用其满足客户需求的计算能力以及具有的网络控制能力,使内嵌嵌入式工控机的机床在加工对象改变时只需要改变输入的程序指令;提升加工性能比一般自动机床高,可以精确加工复杂型面,因而适合于加工中小批量、改型频繁、精度要求高、形状又较复杂的工件,并能获得良好的经济效果随着数控技术的发展,采用数控系统的机床品种日益增多,有车床、铣床、镗床、钻床、磨床、齿轮加工机床和电火花加工机床等。 数控机床对嵌入式系统工控机的要求: 数控机床的控制流程图:
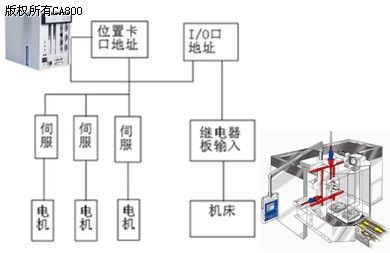
系统原理 数控机床主要由数控装置、伺服机构和机床主体组成。输入数控装置的程序指令记录在信息载体上,由程序读入装置接收,或由数控装置的键盘直接手动输入。数控装置包括程序读入装置和由电子线路组成的输入部分、运算部分、控制部分和输出部分等。数控装置按所能实现的控制功能分为点位控制、直线控制、连续轨迹控制三类 控机床联网技术应用 随着CAD/CAM一体化技术和局域网技术的普及和应用,目前多数企业在新产品设计开发、工艺过程编制和数控机床程序编制的效率和质量上都得到了明显的提高,企业的技术管理与生产管理已经进入了网络化时代。而与CAD/CAM密切相关的数控机床管理仍然处于原始状态,成为制约企业现代化管理水平提高的瓶颈。实现企业数控机床的网络化管理,使企业的管理水平得到了新的提高。
1. 程序传输方面 对于一些程序量要求相对较少的数控机床,一直是采用手工键盘输入方式,这种方法的弊病是: (1)效率低;(2)占用机时长;(3)易出错。 而一些程序输入量比较大的数控机床,则使用一个台式计算机放在机床边专门用于程序传输。这种方法的缺点是:(1)环境恶劣,计算机维护困难。(2)多采用商用系统软件,适应性及升级换代困难;(3)操作方法复杂,对操作者的素质要求高;(4)多人操作一台计算机,程序文件的管理混乱。 也有企业采用笔记本电脑进行程序传输,由于频繁地对传输电缆进行插拔操作,笔记本电脑的串行接口极易被烧毁。 为何嵌入式工控机成为更好的选择?我们可以通过研华科技提供的ARK-5280的特性介绍有个了解:
通过进行多方面调研,企业内部局域网已经发展到了一定的规模,为了提升中国制造到中国创造很多企业内其是CAD/CAM一体化应用已经非常普遍,因此数控机床走网络化管理的道路是解决问题的最佳选择。 系统的组成
机床联网系统包括:(1)网络服务器、(2)局域网线、(3)CAD/CAM计算机、(4)管理系统、(5)联网系统主控机、(6)远程通讯接口、(7)通讯电缆、(8)数控机床。 其中网络服务器、局域网线、CAD/CAM系统和数控机床是企业已存在的资源;系统管理机是一台安装了联网专用软件的嵌入式工业控制计算机,可以将客户管理端软件安装在局域网的任何一台计算机上作为管理工作站;联网系统管理机是一台专用计算机,运行客户管理操作系统,其作用是接受各工作站的调度,向网络上所有数控机床发送指令,实现机床信息的统一管理;远程通讯接口设备是专用于主控机与机床间通讯的多串口分配器,其特点是可实现远距离传输而无信号损失。
实现数控机床联网后,将在数控程序管理和程序传输方面有了明显改善。
总之,在我国,数控机床应用经过十多年来的发展,经历了艰难曲折的发展道路,如今在迎接中国创造,更进一步提升中国制造能力和生产能力的高新技术不断发展的年代将取得更长足进步。 |





(转载)

