
简单来说,粉剂包装机的工作原理可以简化为8个字“螺杆定量、称重反馈”。该设备控制系统的方框图可以简化如下图所示:
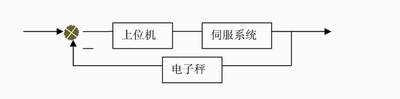
如图所示,上位机在系统中作为“控制器”,厂家一般采用自己开发的单片机外加文本显示器控制。由单片机根据反馈信号确定每次灌装时发送给伺服驱动器的脉冲数量,控制电机的行程。只有在每次更改新的粉剂品种和包装重量时,需要让单片机完成一个自学习的过程。电子秤在系统中充当“变送器”,称重后形成一个反馈信号,此信号与目标值在单片机内形成一个偏差信号,以确定下一次灌装时发送给伺服系统的脉冲数。
伺服电机和驱动器在系统中担任“执行机构”的角色。粉剂包装机出料的速度取决于电机的转速和螺杆上螺旋的间隙,但是螺旋的间隙过大会给粉剂包重量的精度产生影响,所以考虑由提高电机的转速来实现提高包装出料速度的目的。这就要求带动螺杆的电机具有高速下实现精确定位的能力,而伺服电机与步进电机相比,而具有响应能力强、力矩保持好、定位精准等特点,大大提升了粉剂包装机械的性能。在该设备上,伺服电机采用位置控制方式,接收上位机的脉冲实现定位,由出料口处的光电传感器作为电机的触发信号,当包装袋移动到传感器附近时,传感器被触发,电机动作,开始下料。现场调试时将电机上到额定转速1500rpm,调节参数提高电机速度和位置响应,实验中包装500克的粉剂,每分钟可以包装40-50袋、误差在2克左右,能够满足用户的实际使用需要。
此外,由于该设备的控制部分是单片机系统,易于受到干扰,因此需要采取一些措施来抑制干扰,比如设备布线时要强弱分开,设备要良好的接地,单片机的信号线采用双绞屏蔽线,控制电源要加隔离变压器或滤波器来抑制高频干扰信号的进入等等;以上措施可以有效地改善现场的干扰问题,使设备能够正常工作。
经过我公司和客户的共同努力和积极配合, “森创”交流伺服系统在粉剂包装机上得到了成功的应用,达到了最终用户的实际使用要求。虽然该设备对伺服的使用比较简单,但是对伺服的性能要求较高,我们也可以根据设备的不同规格和需要,对伺服系统进行相应的调整,这也反映出了我们公司作为拥有自己核心开发技术的公司的一种优势所在。
(转载)

