
| 目前我国造纸厂家众多,可是普遍存在着自动化控制水平较低、能耗高、纸品的质量和产量一定程度上受限制等状况。而随着社会经济的高速发展,人们对纸张的消费数量和纸张的质量要求也越来越高,这就要求造纸企业不断提高生产工艺和自动化生产水平,使纸产品能够满足日益发展的经济需求
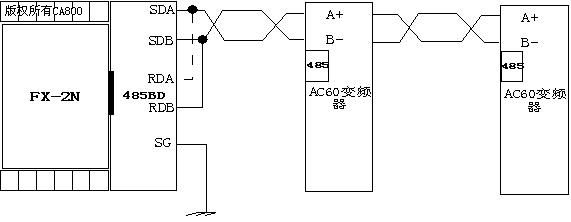
一、造纸机变频控制系统简介 造纸机结构上大致有流浆箱,网部,压榨部,干燥部,压光,收卷几部分组成。传动系统是由多分部传动点组成的速度链式协调系统。使用变频控制系统可以使传动系统具备非常方便及精确的调速功能: (1)、 各分部传动点之间能保持固定的传动比,使各传动点上线速度保持一致。便于设备提速、减速,避免各传动点之间因线速度相差太大而断纸。 二、纸机生产线同步控制有以下4种方式。 1、倍率调速盒+滑差调速电机 此方法在早期纸机生产线上应用广泛。因采用电磁滑差调速电机浪费电能大。现已逐渐淘汰。 2、同步控制器+AC60变频器+鼠笼式Y系列异步电机 有多路输入/输出。用多圈高精度电位器(2.2K)调节同步控制器,在同步控制器内设置速度链模式,然后再由同步控制器输出4-20MA/0-10V模拟信号控制各台变频器.优点:改造简单费用低。缺点:模拟信号容易受到干扰,精度不高,易断纸、使用寿命一年半左右。(见下图) 3、PLC主机+D/A模块+AC60变频器+鼠笼式异步电机(Y系列/4极) 将开关量(如按纽)信号给PLC,进行BIN整数/浮点数二进制运算,然后将0-4000数字值通过D/A模块转换为4-20MA或0-10V模拟信号输出到变频器。优点:线速精度比同步控制器高。停电可保持记忆。用按纽代替电位器。保证了精度。缺点:工程改造费用较高。仍然存在模拟量精度不高的问题。(下图为6个点同步模拟量输出控制系统用到2个D/A模块) 4、PLC与AC60变频器进行主从通讯方式 AC60变频器的Modbus通讯方式采用主从方式的查询-相应机制,只有主站发出查询时,从站才能给出响应,从站不能主动发送数据。PLC作为主站,接收外部信号(如按纽),通过485通信端口,与作为从站的各台变频器进行通讯,发送命令和接收数据。并可通过触摸屏进行实时监控。 由于采用的是主从通讯方式,同步精度高,几乎不会受到干扰。而且省去了纸机行业传统控制方式所用的D/A模块。 三、改造后的特点。 1.能耗降低最少可节约电费30%以上; 2.实现了数字化管理,操作简便; 3.变频的软启停,降低机械磨损; 4.减轻工人劳动强度,节约维修费用; 5.减少开机断纸调试,减少断纸率,提高产量及效率。 |



(转载)

