
关键词:石灰窑竖窑 SNAP PAC 控制器 ioProject Professional软件编程
1 引言
随着舞阳钢铁公司新的100万吨生产线的建设,作为新生产线炼钢部分的配套工程,在原来两座石灰竖窑的基础上,新建两座单窑生产能力150T/D的石灰竖窑。石灰是炼铁、炼钢生产中必不可少的原料之一。石灰品质的好坏直接影响着钢铁的质量,因此,采用先进的自动控制系统,对于提高炼铁炼钢的产量和质量,有十分重要的意义。
2 自控系统设计要求
石灰窑生产的原料主要是石子(石灰石),成品是生石灰。在竖窑的加料口加入石灰石,经过煤气燃烧,煅烧成生石灰,输出到成品料仓。控制系统主要包括石灰石筛选、上料系统,煅烧系统,冷却空气循环系统,助燃空气循环系统,废气除尘循环系统,成品出窑、运输系统以及配套的煤气加压泵站、液压站。新建石灰窑工艺设计先进,自动化程度高,所有设备具备机旁手动、半自动、全自动三种控制模式,并具备设备故障诊断报警功能。
根据用户和工艺设计的要求,石灰窑的控制系统分为三级监控系统。分别为车间生产管理级、窑前生产操作级、现场控制级。
2.1 车间生产管理级
面向生产管理人员,使用微软的SQL 2000作为数据服务器,对生产中的各种数据进行存储、管理、产生各种生产报表。
2.2 窑前生产操作级
面向生产操作人员,由两套工业控制计算机作为HMI,在HMI的监控画面上显示各种设备的工况参数,并通过HMI来对生产过程进行控制调节。根据生产情况可选择半自动、全自动工作模式。当生产中出现异常时,在HMI上显示报警信息。正常情况下,两台HMI分别监控两座竖窑的情况,在一个HMI出现问题时,可互为冗余,确保生产的正常进行。
2.3 现场控制级
面向生产过程,由过程控制器以及现场智能I/O处理器、各种模板构成,为基础测控级。完成生产现场大量压力、温度、流量的采集和处理,对生产过程进行控制。自动控制系统通过对由振动给料筛、板链式提升机、电子秤量斗、单斗提升机,拖板出料机、卸料闸板、振动给料机构成的竖窑筛选、加料、卸料系统的自动控制,实现原料的筛选、加料、卸料的自动化。在出料过程中为保证石灰竖窑的密闭型,必须确保上下卸料闸板只有一个同时处于开启状态。煤气加压机、助燃风机、冷却风机是控制下的罗茨风机,通过对煤气压力、助燃空气压力、冷却空气压力的PID调节,达到恒压控制的要求。控制系统不间断的对煤气压力进行监视,当出现煤气压力过低,危及到生产的安全进行时,立即自动切断煤气截止阀。按照工艺要求窑顶废气压力必须控制在-0.2Kpa到+0.2Kpa的允许范围内,控制系统通过对引风机入口阀开口度的PID调节,达到设计要求。控制系统还包括除尘、液压站、带式输送机、刮板机、以及各种电动阀门的控制。
3 系统硬件选型及特点
为了满足以上的设计要求,在本项目中我们选择了美国OPTO22公司推出的基于以态网的过程自动化控制器SNAP-PAC-S1。
SNAP-PAC-S1过程控制器CPU为主频266MHz、32位、带浮点协处理器,内存为32M的RAM、8M电池后备RAM、16M的Flash EEPROM,提供强大的处理能力和运算功能。PAC控制器可以同时运行32个任务,现场智能I/O单元完成PID功能,适应实时工业控制、远程监控、数据采集的要求。能够处理多种自动控制任务,包括开关量、模拟量、串行数据处理、PID调节。PAC控制器有支持多种通讯协议,带有2个RS-232接口、1个RS-485接口。
PAC-S1控制器带有两个独立的10/100M自适应Ethernet网络接口,通过软件配置及可以实现控制器、智能I/O处理器的冗余,也可以通过网络分段的办法把控制网络和生产管理网络可靠隔离。
由于本项目使用的开关量I/O点比较多,开关量选择的是32通道输入模块SNAP-IDC32和32通道输出模块SNAP-ODC32,以及配套的信号转接板SNAP-IDC-HDB和SANP-ODC-HDB。根据工艺的需要智能I/O处理器选择了带PID调节的SNAP-B3000-ENET。
本系统选用的硬件产品及系统网络配置图如下所示:
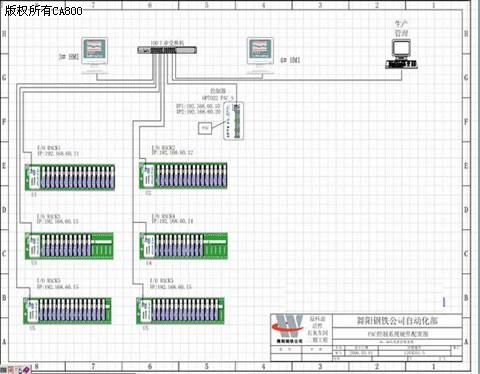
控制系统共有输入、输出信号近800点,其中包括开关量输入/输出信号、4-20mA输入/输出信号热电偶、热电阻信号。
|
控制器 |
SNAP PAC-S1 |
1块 |
|
智能I/O处理器 |
SNAP B3000-ENET |
2块 |
|
SNAP ENET-S64 |
4块 | |
|
底板 |
SNAP B16M |
2块 |
|
SNAP M64 |
4块 | |
|
开关量模块 |
SNAP IDC32 |
14块 |
|
SNAP ODC32 |
6块 | |
|
热电偶模块 |
SNAP AITM |
11块 |
|
SNAP AITM-2 |
9块 | |
|
模拟量输入 |
SNAP AIMA-4 |
11块 |
|
模拟量输出 |
SNAP AOA-23 |
6块 |
|
热电阻模块 |
SNAP AIRTD |
20块 |
4 软件开发及系统功能
本项目使用得工业组态软件是OPTO22公司的SNAP PAC控制器软件开发包ioProject Professional。ioProject Proessional是一套功能齐全的控制器和HMI开发软件包,快速、高效的OPC SERVER和硬件配置诊断工具包,使用该软件包可以完成控制项目的全部功能。其中包括控制策略开发软件ioControl,HMI开发软件ioDisply,硬件配置诊断软件,同时提供的OPC Server为第三方软件提供数据接口。
4.1 ioControl
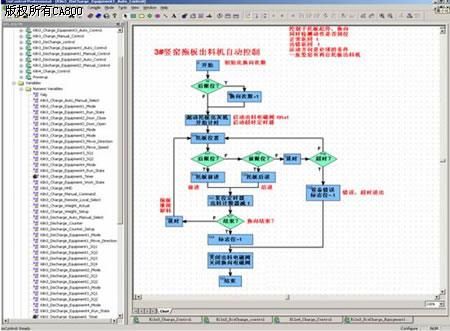
ioControl是OPTO22的可视化编程、调试工具,是一种基于流程图的语言,它使开发控制程序变得容易而且直观。同时还提供完整、强大的命令集以及OptoScript编程语言用于复杂的工业控制应用。使用ioControl用户很方便对硬件进行组态、编程、下载、在线跟踪调试。
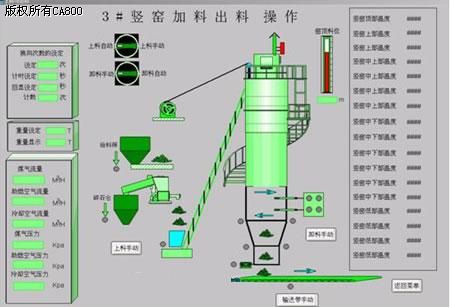
在本系统中不仅要对竖窑生产过程中的各种工况监视,还要对各种设备进行控制。这里对主要的加料出料系统的工艺及控制流程图加以说明。
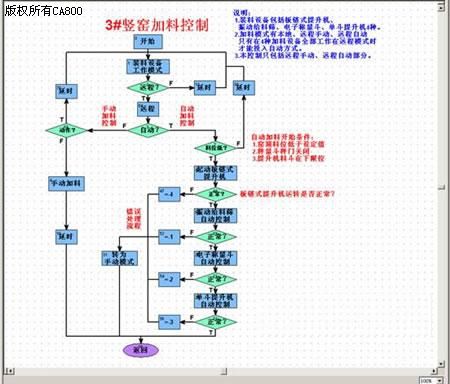
竖窑加料设备和工艺
竖窑的上料设备包括原料振动给料筛、电子称量斗及控制箱、单斗提升机。原料通过给料筛---〉电子称量斗---〉单斗提升机---〉竖窑的工艺流程,完成石灰竖窑原料的筛选、称量、加料过程。
在生产过程中,当系统通过窑顶料位计监测到窑顶料位低于设定值时,通过控制振动给料筛把合适的原料加入电子称量斗,在加料过程中通过电子称量斗控制箱上的称重二次表对加料量进行监测。当加料量预计达到窑顶料位设定值时停止加料。具体的窑顶料位设定值、一次最大加料量可根据实际情况在一定的范围内进行调节。由于提升机料斗的容,一次加料量不能超过1.5吨。
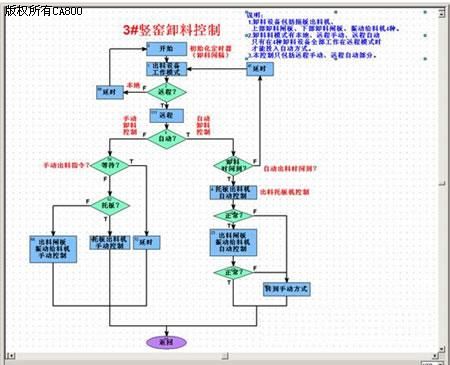
竖窑卸料设备和工艺
竖窑系统的出料设备主要包括托盘式出料机、上部卸料闸板、下部卸料闸板、振动卸料机。因为上部储料斗的容量为1.5吨,决定了每次单板出灰机出料量不能超过1.5吨。为了保证上部、下部出料闸板的可靠动作,每次出料保证1 吨左右。在托盘速度一定的情况下,每次换向出料70公斤左右。根据上面的数据以每座竖窑每天产量150吨,每小时出6吨白灰计算,每10 分钟出1吨料比较合适。出料的时间和频率可根据产量进行适当的调整。由于本出料系统的特点,在出料过程中严禁上部、下部卸料闸板同时开启。通过上、下闸板的连锁动作,确保竖窑内部和竖窑外部的隔离。
当系统需要出料时出料系统动作顺序如下:
托盘出料机换向14次左右出料1吨到上部储料斗。
首先确认托盘出料机已停,然后关闭下部卸料闸板。
确认下部卸料闸板已正常关闭到位后,开启上部卸料闸板。
确认上部卸料闸板已正常开启到位后延时20秒,保证上部储料斗的石灰全部倒入下部储料斗。
关闭上部卸料闸板,确认上部卸料闸板关闭到位后,开启下部卸料闸板,同时打开振动卸料机,通过带式输送机把成品送入后部料仓。
4.2 ioDisplay
ioDisplay是OPTO22在Windows操作系统下的人机接口、报警、趋势软件开发工具,与Opto22运行在SNAP系列控制器上的ioControl控制策略共同工作。让你很容易的创建图形化操作界面,去监视、操作、管理运行在Opto22工业控制器上的应用程序。能够及时显示控制器上的实时信息,通过设置报警点去监视关键量的变化,使用趋势图来反应相应量的变化趋势。ioDisplay共享ioControl的变量数据库,在ioControl定义的内部、外部变量可以直接使用。可以根据不同的用户设定不同的权限,可以很方便进行管理。
在本项目的 HMI中包括如下的功能:
竖窑加料出料监控画面
竖窑煅烧监控画面
竖窑除尘系统监控画面
原料、成品输送监控画面
报警、趋势图画面
5 结束语
通过SNAP PAC控制器在石灰窑自动控制系统应用,加深了对PAC系统的理解。提高了生产的自动化水平,在减轻劳动强度的基础上,大大提高了生产效率。
(转载)

