
1 前言
在数控车床行业中,目前国内使用的大都是以步进电机作为驱动元件构成的经济型车床数控系统。这些系统大多采用单片机作为控制核心,以开环方式工作,功能少而且故障率较高。在如今车床的改造过程中,我们应用的SKY普及型车床系统,以其独特的双位置闭环控制方式,全面兼容的标准高速64位PC控制核心,方便的自动对刀功能,强大的CAD/CAM/CNC一体化功能,发挥出国外系统所没有的优势,给用户带来良好的经济效益。
2 控制原理
常规闭环机床位置控制系统的设计,是在速度环基础上加位置外环构成闭环系统。由于这类系统难以克服非线性因素的影响,常因自持振荡而无法工作。为了克服系统这种缺陷,以转角—线位移双闭环位置控制方式,使数控技术达到一个崭新的的层次。由其构成的位置控制系统的动态结构如图1所示。
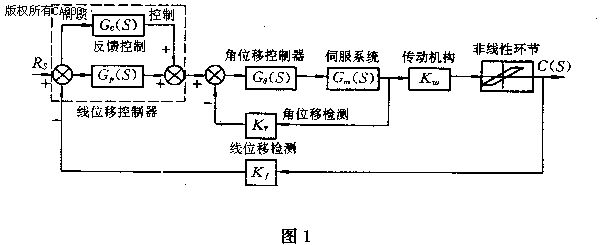
该系统由内外双位置环组成。其内环为转角位置环,检测元件为装于电机轴上的光电码盘,驱动装置为交流伺服系统,由此构成一输入为θi、输出为θo的随动系统。外部位置环采用光栅、感应同步器等线位移检测元件直接获取机床工作台位移信息,并以内环的转角随动系统作为驱动装置驱动工作台运动,并且引入Gc(S)组成的前馈通道,构成复合控制系统,大大提高了其跟随性能。因为工作台的精度由线位移检测元件决定,所以在理论上消除了机床间隙对精度的影响。
3 系统组成及应用
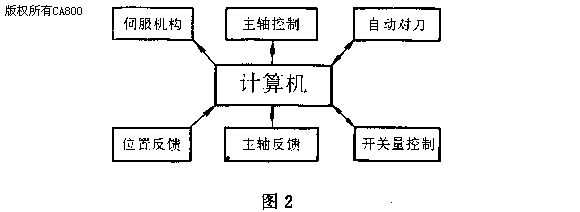
系统控制部分结构框图如图2所示,共分6个主要部分:伺服机构、位置反馈、自动对刀、开关量控制、主轴控制、主轴反馈。
(1)伺服部分 根据车床传动部分的机械特性,我们选用相匹配的进口交流数字式伺服电机。根据改造后车床的精度要求,选用相匹配的光栅尺作为线位移检测元件。常规5V方波光栅尺的分辨率为5μm,其精度可达到0.01mm,读数头最大快移速度达24m/min,可以保证数控车床的精度及稳定性。实际上系统分辨率可达0.5μm。采用更高精度的检测元件,已经使系统工作精度达到1μm。
(2)主轴部分 为实现系统对主轴部分的实时控制,我们采用配套的变频器,如三菱、松下、台安等对主轴电机进行转速及转向的控制。同时配合车床自身机械变速机构,可避免其在低频下振动与扭矩降落现象。系统将通过PLC实现对变频器转向的开关量控制,通过0~10V模拟量输出可实时对电机转速进行控制。这样即可实现加工过程中的恒线速度切削。
另外,在主轴上(即C轴)装配相应的光电编码器,将其转速以脉冲形式进行计数并反馈给计算机,系统根据其计数结果能实现软件同步螺纹切削。这种方法通过对C轴的位置反馈信息进行数字化处理,动态提取同步信息,实时预测牵入同步点,并据此进行柔性牵入同步控制,以无中断方式实现了多次切削过程的软件准确同步。它大大提高了系统的可靠性,使螺纹车削精度得到可靠保证。
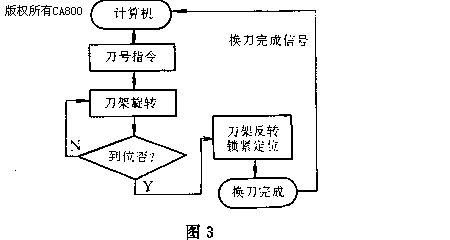
(3)刀架部分 通过计算机与PLC的组合,实现了对刀架换刀的准确控制。其控制流程图如图3。计算机发出换刀指令后,PLC接收其信号并动作,控制刀架电机正向旋转。同时检测刀架各刀位的位置反馈信号,并与计算机发出的刀号指令比较,直到一致时,停止刀架电机正向旋转,同时PLC控制刀架电机反转锁紧。锁紧到位后,PLC发出换刀完成信号给计算机,此时换刀动作结束。
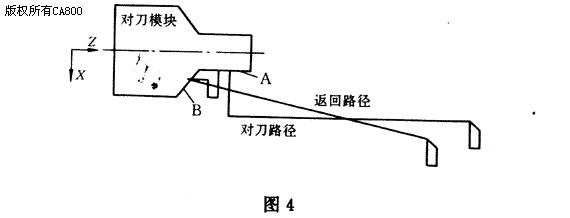
(4)快速自动对刀部分 配上附件对刀器,实现了有人工参与的快速自动对刀。其工作原理图4可简要说明。对刀模块上有两个对刀面A、B,其位置关系已知。在系统控制下,刀具刀尖分别触及对刀面A、B的瞬间,采样X、Z坐标值,即可求得刀尖坐标。即确定了该刀具在机床坐标系中的位置。若刀具刀尖为圆弧形,刀尖触及A、B面时,采样到的X、Z坐标值为圆弧与对刀面接触点的相关坐标。此时系统将根据刀尖半径与对刀面的几何关系,通过计算求解出刀尖圆心坐标,以此确定刀具位置。利用快速对刀功能,对一把刀只需1min左右。且对刀精度高,大大减少了加工的辅助时间,有效地提高了劳动生产率与车削加工质量。
4 结论
经过改造后的车床,如云南机床厂的C6140车床、泰兴机床厂的C6150车床等,能发挥出普及型数控车床的全部功能,精度高、可靠性好、操作容易。该机床再配合系统强大的CAD/CAM/CNC三位一体的软件编程功能,使其能加工多种精度要求高、形状复杂的工件,从而给用户创造出良好的经济效益。
(转载)

