
一、 前言
带钢热连轧计算机控制系统无论是系统规模,还是控制复杂性,都在冶金控制领域中名列前茅。由于轧线设备大多使用液压传动,对于液压控制系统,其控制周期要求在2~3ms以内。另外多个控制功能集中于一个机组上,如精轧辊缝控制(AGC)、板型控制(ASC)、液压活套控制(LPC)等,从而造成控制功能间耦合极强,各控制功能间要求数据交换的周期在1 ms以内。因此在设计系统时必须很好的解决两个“高速”的要求,即“高速控制”和“高速通讯”。
由于“高速控制”和“高速通讯”这两个“高速”要求,长期以来世界上仅有几家大型电气公司,如德国的西门子公司,日本东芝、三菱,美国GE公司等,具有成套提供适用于热连轧这一类快速过程控制系统的能力。而国外公司往往对这类计算机控制系统的硬件,尤其是应用软件,控制比较严格,给国内用户生产运行和维护带来很多“麻烦”。
莱芜钢铁公司于2005年7月投产的1500mm热连轧生产线是一条传统的半连轧生产线,设备的基本组成如下:2座步进式加热炉,一架四辊万能粗轧机,无芯卷取热卷箱,6架长行程液压压下精轧机,层流冷却,2台地下卷取机。年产量200万吨优质钢卷,厚度规格1.2mm~20mm。
这条生产线是由国内自主设计、生产和开发的宽带钢生产线,北京科技大学高效轧制国家工程研究中心为三电系统技术总负责单位,并承担了L1级和L2级控制系统的设计编程和调试工作。L1级基础自动化系统使用了多套S7-400PLC和Simatic TDC控制器,完成炉区、粗轧机、热卷箱、精轧机、液压活套、层流冷却、卷取机、运输机等设备的位置、压力、速度、张力等控制功能。这也是国内第一条成功应用在热连轧生产线上的、完全由国人独立研发、集成和调试的采用西门子最先进的Simatic TDC控制器作为核心工艺控制器的计算机控制系统。
二、 控制系统构成
在设计莱芜钢铁公司1500热连轧自动化控制系统时充分考虑到热连轧生产工艺特点以及计算机控制系统硬件软件发展趋势,做到了先进、可靠、简洁和实用。该控制系统分成以下三级:L2级过程控制级负责全线过程控制、过程日志、过程监视、各区域模型优化控制等任务;L1级基础自动化级完成轧线顺序控制、逻辑控制和各个设备控制;L0级传动控制级完成交直流电动机的控制。系统结构如图2所示。
图2 计算机控制系统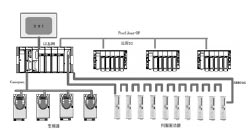
L2级过程自动化级由3台高性能PC服务器担任过程控制计算机,完成模型设定和计算以及自学习功能。L2的人机界面(HMI)操作员站与L1级合在一起。过程控制计算机留有与L3级生产控制级的接口,同时在没有L3级的情况下L2级还要完成生产管理级的部分功能。L1级计算机控制系统由多套西门子TDC多CPU结构高性能控制器和S7-400 PLC控制器组成。控制系统中采用了工业以太网、DP网和GDM网等多种网络通讯系统。工业以太网采用交换机技术,通讯速率达到100M,且可以实现全双工通讯。由于充分考虑了热连轧生产中信息流和数据流的特点,以太网网络拓扑结构采用分段和分层设计,以实现数据和信息的快慢分离、区域分流,有效减少了数据的拥堵。Profibus-DP网是一种应用最为广泛的现场总线网络系统,它使用双绞屏蔽电缆,通讯速率最高可达12M,还可通过中继器大大扩展通讯距离和连接的工作站点数。本系统中大量采用了Profibus-DP现场总线以连接操作台、远程I/O、主、辅传动控制器等子系统,大大减少硬线数量,有效提高了系统的简洁性。
全局数据内存GDM网是一种超高速通讯网络,它主要应用于西门子的SIMATIC TDC控制器系统中,具有下述特点:采用星型拓扑结构;通讯速率可达640Mbps;具有2M字节共享中央内存;分站点与中央站点间通过光纤建立连接,最远距离为200米;一个GDM网络最多可以支持44个站点,可以实现最多达836个CPU模板之间的数据通讯;具备故障状态监测功能。可以看出完全能够满足热连轧系统对“高速通讯”的要求。精轧区和卷取区域内的TDC控制器全部接入超高速光纤内存网,用于传递对控制任务实时性要求很高的控制数据。
另外,轧线上各个操作室内设置多台HMI人机界面站,用于操作员监控生产过程。HMI系统使用WINCC v6.0开发,采用客户机-服务器模式,通过以太网与L2级计算机和L1级控制器进行通讯。
三、 控制系统功能和特点
本轧线L2过程控制级的核心内容在于各种轧钢数学模型包括:粗轧模型、精轧模型、板形模型、CTC模型和自学习模型等。主要功能包括:板坯初始数据及轧制计划管理、加热炉数据跟踪、轧制节奏计算、设定计算、模拟轧钢和轧辊数据及生产数据管理和历史数据管理,还可以生成班报、日报、工程记录和生产报告(包含质量分类报告) 等各种类型的报表。
中间件(Middle Ware)是过程控制系统的核心支撑软件,是L2级应用软件的开发平台和运行环境。其主要作用是屏蔽硬件平台和操作系统的差异性以及底层操作系统的复杂性,使应用程序开发人员面对一个简单而统一的开发环境,降低过程自动化应用软件开发和维护的复杂性。主要功能模块包括:实时数据文件管理(RDFM)、进程间通讯管理(IPC)、外部通讯管理(HubWare)、日志报警管理(Logger)、数据库连接管理(DBLinker)、HMI变量管理(TagCenter)和进程管理(TaskWatch)等。
L1基础自动化级主要功能包括:微张力控制、可逆轧制控制、热卷箱控制、飞剪控制、精轧速度控制、液压活套高度及张力控制、液压HAPC控制、精轧液压HAGC控制、板型控制ASC、终轧温度控制、卷取温度控制(CTC)、卷取速度张力控制、液压助卷辊自动踏步控制(AJC)等。众所周知,热连轧系统的复杂性和高速性主要体现在精轧区和卷取区的控制上。仅精轧区六个机架就集中了六十多个高速闭环控制回路,而且还有大量的解耦计算,同时还要实现前馈、反馈和各种补偿控制算法。这都需要功能强大的处理器的支持。而西门子TDC控制器正好可以满足这种需求。
TDC的CPU采用64位RISC技术设计,可严格保证100微秒的最短采样周期,运算功能极其强大,其PI调节器的计算时间大约为1~3微秒,可以满足热连轧“高速控制”的要求。同时TDC的CPU具有5个循环时钟周期,可以根据控制任务性质的不同将它们分配在不同的循环周期内。对于快速回路如HAPC、HAJC等控制功能放在T1周期内,对于HAGC等控制策略和各种补偿及解耦计算可以放在T2和T3周期内,而对通讯接口的处理可以放在T4周期内。如此一来不仅保证了对精轧液压压下、卷取机助卷辊液压缸部件2~4ms的快速闭环控制,还有效的减轻了CPU的负荷率。分布式TDC控制系统站点间通过GDM交换数据,与区域其它控制器和画面系统使用快速以太网通讯,与远程I/O和传动通过DP网通讯。编程人员通过MPI网或DUST1协议对分布式系统中各个TDC的程序进行调试和维护。这样的设计取得了很好的控制效果。图4为现场实测控制效果曲线,可以看出3mm的带钢厚度偏差在30μm内的达到96.53%。
图4 实测曲线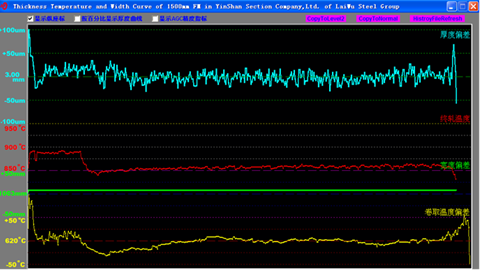
四、 结束语
莱钢1500热连轧控制系统自2005年6月底试轧成功,用不到一个月的时间实现了日达产,三个月后实现了月达产。至今一年多的正常生产表明,该套自主设计和集成的控制系统能满足热连轧生产的各项要求,达到国内外先进水平,减少工程投资。该项目实现了全自动轧钢,加快了生产节奏,提高了产品质量和产量,降低了职工的劳动强度。从2005年7月到2006年2月,生产合格钢材100万吨。创造利润3个亿以上。仅2006年3~6月生产68万吨,创造利润5.5个亿。综合成材率达到97.3%;系统的全自动运行率保持在98%以上;HAGC投入率达95%以上;8mm以上厚度带钢AJC投入率达100%;厚度控制精度在± 50μm以内达97.6%。此控制系统在莱钢获得成功应用后已被推广应用到其它热连轧项目中。
(转载)

